Unit - 7
Welding, Brazing and Soldering
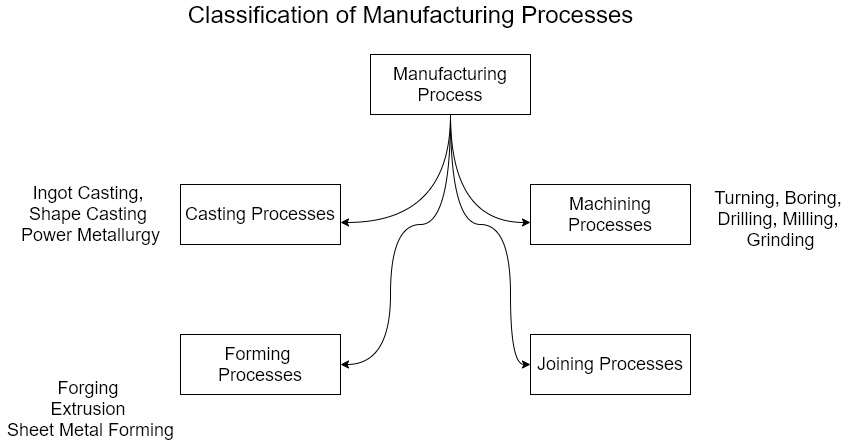
Fabrication is often known as secondary manufacturing process as the method relies on the raw material obtained from the manufacturing process like extrusion and rolling. Fabrication is a process of joining two or more elements to make a single part. Most common examples are aircraft, ship bodies, bridges, building trusses, welded machine frames, sheet metal parts, etc.
A fabrication method depends on number of factors
Permanent, semi-permanent or temporary
Joining those obtained by bolts or screws and can be disassembled whenever necessary are temporary in nature. Rivets are semi-permanents fastening devices that involve making holes in the mating parts. Here joints can be separated by destroying the rivet without harming the parent elements.
Steel, cast irons, aluminum, similar or dissimilar metals
Assembly subjected to heavy loading, impact loading, high temperatures
Principle of welding: The welding process is a complex process that involves heat and liquid-metal transfer, chemical reactions. A gradual formation of the welded joint is obtained through liquid-metal deposition and subsequently there is a transformation from cooling into the solid state.
General Considerations:
Types of joints
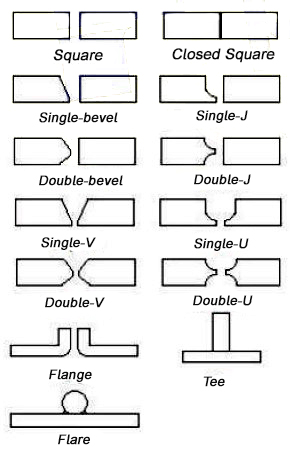
Different types of welding joints are classified as butt, lap, corner, tee and edge joints.

Tensile strength of butt joint depends upon the contact area. In case of lap joint, depending upon the strength requirement, the bonding area chosen. But the limitation of lap joint is that the thickness of joint increases for overlapping of the parts.
Comparison of various joining Methods
Method | Strength | Design | Small parts | Large parts | Tolerances | Reliability | Ease of manufacture | Ease of inspection | Cost |
Arc Welding | 1 | 2 | 3 | 1 | 3 | 1 | 2 | 2 | 2 |
Resistance welding | 1 | 2 | 1 | 1 | 3 | 3 | 3 | 3 | 1 |
Brazing | 1 | 2 | 1 | 1 | 3 | 1 | 3 | 2 | 3 |
Bolts and nuts | 1 | 2 | 3 | 1 | 2 | 1 | 1 | 1 | 3 |
Rivering | 1 | 2 | 3 | 1 | 1 | 1 | 3 | 1 | 2 |
Fasteners | 2 | 3 | 3 | 1 | 2 | 2 | 2 | 1 | 3 |
Seaming | 2 | 2 | 1 | 3 | 3 | 1 | 3 | 1 | 1 |
Adhesive bonding | 3 | 1 | 1 | 2 | 3 | 2 | 3 | 3 | 2 |
GAS WELDING
Gas welding is also named as oxy-fuel gas welding (OFW).Gas welding derives heat from the combustion of fuel gas such as acetylene in combination with oxygen. The process is a fusion welding process where the joint is completely melted to obtain the fusion. Necessary considerations for gas welding.
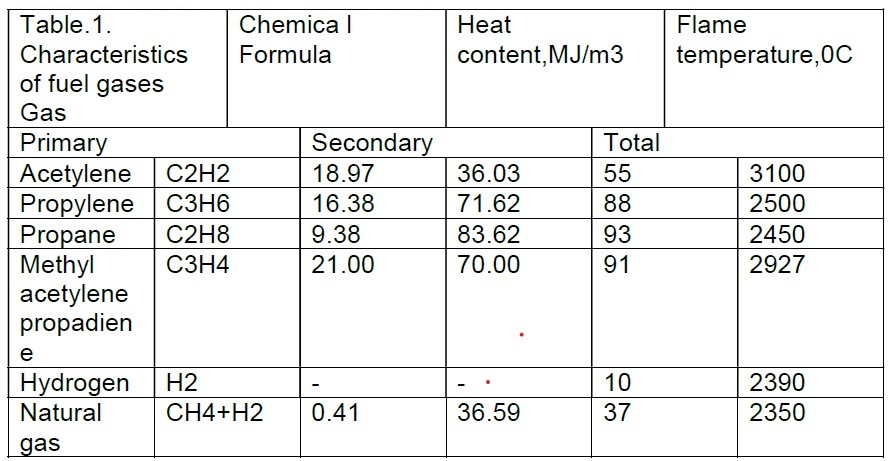
Fuel Gases
Fuel gas for Gas welding used is acetylene due to its high temperature in the flame. Thereby the gas welding may be known as oxy-acetylene welding (OAW).
Following table shows the useful fuel gases for gas welding with their calorific values and temperatures.
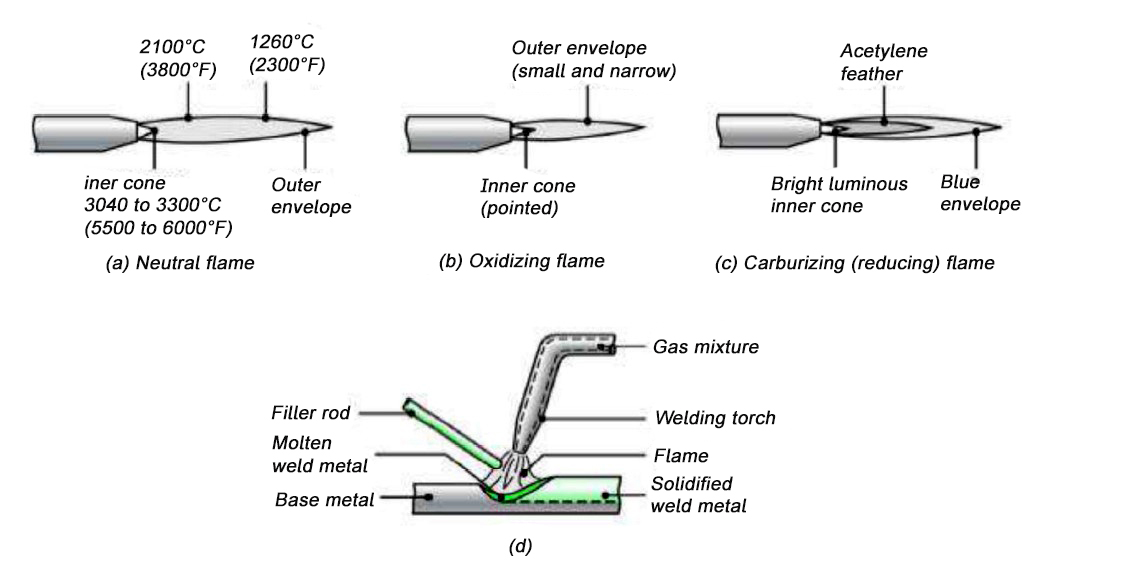
Three basic types of oxyacetylene flames used in oxyfuel gas welding and cutting operations: (a) neutral flame; (b) oxidizing flame; (c) carburizing, or reducing, flame.
The gas mixture in (a) is basically equal volumes of oxygen and acetylene.
(d) The principle of the oxyfuel gas welding process.
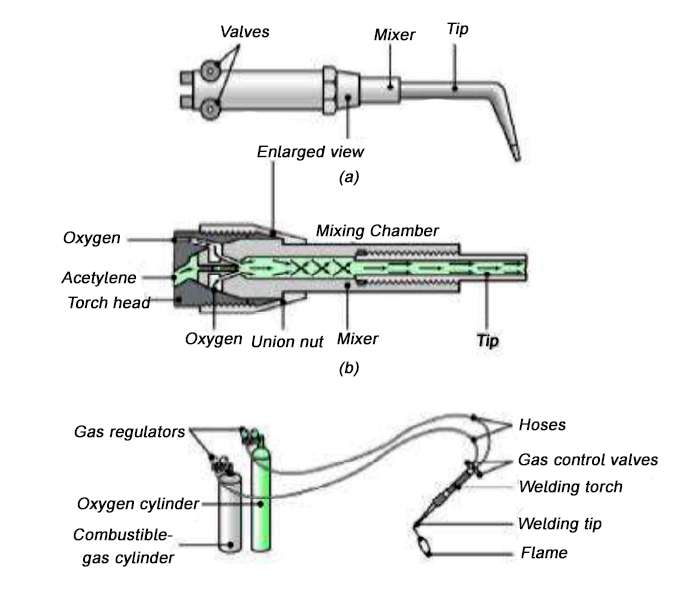
(a) General view of, and (b) cross section of, a torch used in oxyacetylene welding. The acetylene valve is opened first. The gas is lit with a spark lighter or a pilot light. Then the oxygen valve is opened, and the flame adjusted. (c) Basic equipment used in oxyfuel gas welding. To ensure correct connections, all threads on acetylene fittings are left-handed, whereas those for oxygen are right-handed. Oxygen regulators usually are painted green and acetylene regulators red.
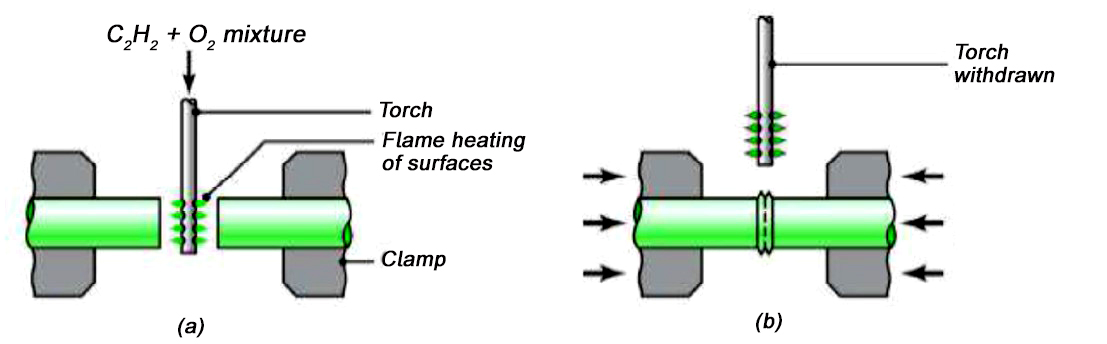
Schematic illustration of the pressure-gas welding process: (a) before and
(b) after. Note the formation of a flash at the joint; later the flash can be trimmed off.
The acetylene valve on the torch is opened slightly with the help of a riction spark lighter. The acetylene valve is opened to get the required flow of acetylene. The oxygen valve is slowly opened till the intermediate flame feather of the reducing flame.
Electric arc welding
Arc welding
Arc welding processes uses the heat generated by an electric arc to melt the faying surfaces of the base metal in order to develop a weld joint.
Manual metal arc welding
In this process, the heat is generated by an electric arc between base metal and a consumable electrode. As the electrode movement is manually controlled hence it is termed as manual metal arc welding. This process is extensively used for depositing weld metal because it is easy to deposit the molten weld metal at right place where it is required, and it doesn’t need separate shielding. This process is commonly used for welding of the metals, which are comparatively less sensitive to the atmospheric gases. This process can use both AC and DC. The constant current DC power source is invariably used with all types of electrode (basic, rutile and cellulosic) irrespective of base metal (ferrous and non-ferrous). However, AC can be unsuitable for certain types of electrodes and base materials. Therefore, AC should be used in lights of manufacturer recommendations for electrode application. In case of DC welding, heat liberated at anode is generally greater than the arc column and cathode side. The amount of heat generated at the anode and cathode may differ appreciably depending upon the flux composition of coating, base metal, polarity and the nature of arc plasma. In case of DC welding, polarity determines the distribution of the heat generated at the cathode and anode and accordingly the melting rate of electrode and penetration into the base metal are affected.
Tungsten Inert-Gas Welding (TIG)
Tungsten inert-gas (TIG) welding or gas tungsten arc is an inert gas shielded arc welding using a non-consumable electrode. This electric arc is produced by the passage of current trough a conductive ionized inert gas that provides shielding of the electrode, molten weld pool and solidifying weld metal from contamination by the atmosphere. The process may be used with or without the addition of filler metal using metal rods. (a) The gas tungsten-arc welding process, formerly known as TIG ( for tungsten g inert-gas) welding. (b) Equipment for gas tungsten-arc welding operations.
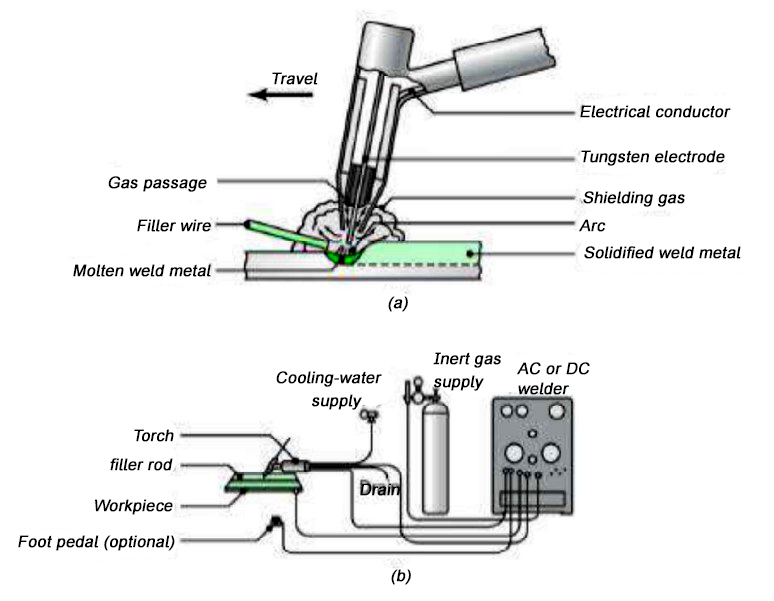
Electrode: In TIG welding, tungsten refers to the element used on the electrode. The function of the electrode is to serve as one of the electric terminals which supplies the heat required to the weld. Care must be taken so that the tungsten electrode does not come contact with the weld pool in any way in order to avoid its contamination resulting on faulty weld. Pure tungsten is less expensive and will carry less current. Some other elements may be added to the tungsten, like cerium, lanthanum, thorium and zirconium creating electrode alloys in order to improve arc stability, emissivity and bring higher melting points. The electrode may contain 1 to 2% thoria(thorium oxide) mixed along with the core tungsten or tungsten with 0.15 to 0.40% zirconia (zirconium oxide).The thoriated tungsten electrodes carry high current and more desirable as they can strike and maintain a stable arc. The zirconia added with tungsten is better than pure tungsten but inferior to thoriated tungsten electrode.
Tungsten inert gas welding set up: It consists of a welding torch at the center of which is the tungsten electrode. The inert gas supplied to the welding zone through the annular path surrounding the tungsten electrode to effectively displace the atmosphere around the weld puddle.
GAS METAL ARC WELDING (GMAW)
This is also known as Metal inert-gas arc welding (MIG) because it utilizes a consumable electrode. There are other gas-shielded arc- welding processes utilizing consumable electrodes such as flux-cored arc welding, all of which coming under MIG. It’s quite stable for thicker sheets because filler metal requirement in welding process makes gas-tungsten arc welding (GTAW or TIG ) difficult to use, which is more suitable for thin sheets. (a) Schematic illustration of the gas metal-arc welding process, formerly known as MIG (for metal inert-gas) welding. (b) Basic equipment used in gas metal-arc welding operations.
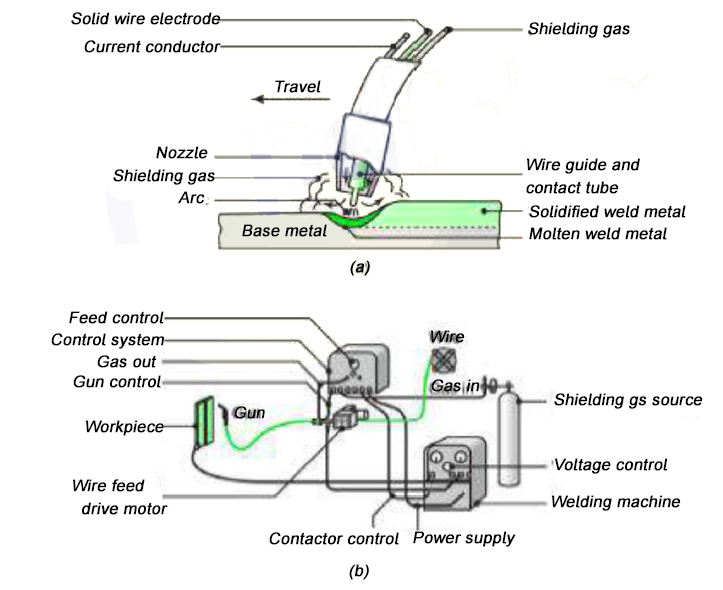
The consumable electrode is in the form of wire reel fed at a constant rate through the feed rollers. The welding torch is connected to the gas supply cylinder, which provides the necessary inert gas. The electrode and the work piece are connected to the welding power supply. The power supply is always of the constant voltage type. The current from the welding machine is changed by the rate of feeding of electrode wire. Normally, DC arc-welding machine are used for GMAW with electrode positive (DCEP). The DCEP increases the metal- deposition rate and also provides a stable arc and smooth electrode metal transfer. With DCEN the arc become highly unstable and also results in spatter. But special electrodes having calcium and titanium oxide mixtures as coatings are found to be good for steel with DCEN.
The short-circuiting metal transfer occurs with relatively low current settings of the order of 75 to 175 A for an electrode diameter of 0.9 mm. The number of times that the pinching takes place depends on the inductance of welding machine used and the parameters set. The rate at which the short-circuiting current increases is controlled by inductance of the welding machines. Too low an inductance gives rise to very high short-circuiting current and consequently high pinching rate. With high inductance, the short-circuiting becomes low and results in somewhat lower pinching force. The effect of inductance is measured in terms of response rate (raising rate of current due to short-circuiting, kA/s). It can be observed that the optimum response rate depends on electrode wire size. Hence, he is welding machines to be used for short-circuiting transfer make use of a variable choke system which can be tuned for different wire sizes. The frequency of metal transfer may be of the order of 50 to 200per second. This rate also depends on the open-circuit voltage and wire-feed rate employed.
SHIELDING GASES
Argon, helium, nitrogen, oxygen, carbon dioxide and mixture of the above gases in various proportions are used in GMAW as shielding gases. Argon is the most widely used of all the shielding gases, because it reduces the spatter and concentrates the arc, which in turn gives deep penetration welds. In addition, argon ionizes easily requiring smaller arc voltages and also has lower thermal conductivity and hence conducts heat very slowly from the arc to the weld zone. Thus, it is good for welding thin sheets. Because of the lower voltages employed, it is suitable for out-of-position welding. For spray transfer of metal, a large percentage of argon is required. Helium is the most expensive of all the shielding gases. Due to its better thermal conductivity it is suitable for thicker sheets as well as for metals having higher thermal conductivity such as copper and aluminum. The filler metal-deposition rate by helium is much higher compared to argon because of the higher current-carrying capacity. The arc in carbon dioxide shielding gas is unstable and therefore a short arc is to be used to reduce the metal spatter. It is the least expensive of all the shielding gases. Since about 7.5% of the carbon dioxide decomposes into carbon monoxide and oxygen in the arc, deoxidizers such as aluminum and silicon are to be used while using carbon dioxide. It is a heavy gas and therefore it covers the weld zone very well. The metal transfer is globular only with the carbon dioxide shielding gas. Sometimes the mixtures of gases such as argon-helium, argon-carbon dioxide, argon-oxygen are used for special applications. Shielding gases should always flow in a laminar manner without causing any turbulence because turbulence causes weld contamination. The gas flow rates to be used depend upon the thickness of the sheet being welded, the position of the weld as well as the base material.
ELECTRODES
The electrode wire comes generally in the form of coils and of normal sizes may be of the order of 0.5 to 3.2 mm. Depending upon the base material, various wire compositions are available. For steels, electrodes wire having deoxidizers are used because, the deoxidizers help in the reduction of oxidation of the weld metal as well as the porosity. The electrode wire is produced by wire drawing, and uniform diameter throughout otherwise the arc may saunter.
SUBMERGED ARC WELDING (SAW)
It is used for faster welding jobs. It is possible to use larger welding electrodes (12 mm) as well as very high currents (4000 A) so that very high metal deposition rates of the order of 20 kg/h or more can be achieved with this process. Also, very high welding speeds (5 m/min) are possible in saw. Some submerged arc welding-machines are able to weld plates of thicknesses as high as 75 mm in butt joint in a single pass. Though it can weld very small thickness, of the order of 1 mm, it is very economical for larger welds only. Schematic illustration of the submerged-arc welding process and equipment. The un-fused flux is recovered and reused.
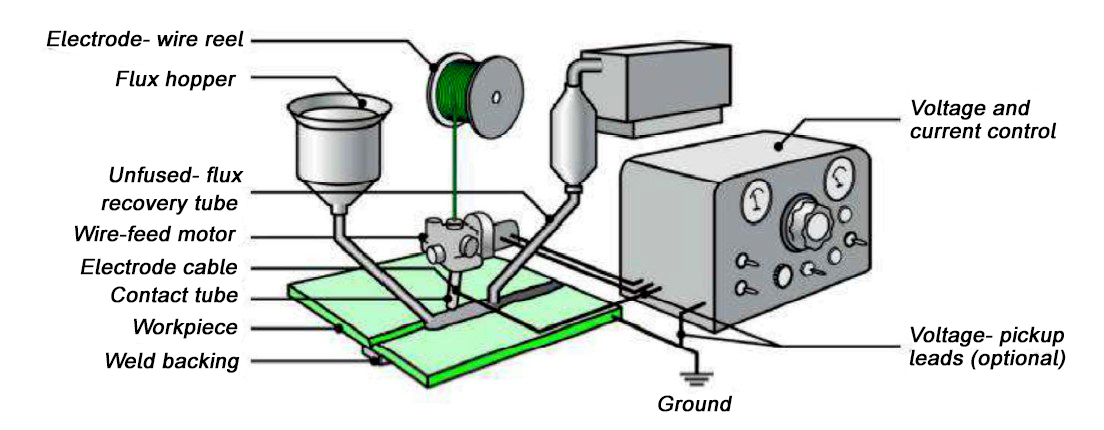
The arc is produced in the same manner as in GMAW. The welding zone is completely covered by means of large amount of granulated flux, which is delivered ahead of welding electrode by means of flux-feed tube. The arc between the electrode and the workpiece is completely submerged under the flux and is not visible from outside. A part of the flux melts and forms the slag, which covers the weld metal. The unused flux can be recycled. The power source used with submerged arc welding can either be AC or DC. Both constant voltage and constant current type machines can effectively use though, for larger electrode a constant current type power supply is used. The current ratings of the SAW machines are, in general, two to three times higher that of the GMAW machines. Arc blow is not encountered with AC supply with a single wire SAW. But sometimes two wires may be used to deposit larger amounts of metal. These two electrode being connected to two separate power sources, the arc blow is likely to occur because of the interference of the two magnetic fields surrounding the two electrodes, if the two currents are in phase. In order to avoid the setting of opposite magnetic fields, the two power supplies are adjusted in such a way that, one of the supply is in peak, and the other is set to zero current. One of the electrodes is called leading and the other called trailing. In this way the aforementioned problem is reduced. There is no spatter of the molten metal since the arc is completely submerged in the flux. Because of the usage of loose granulated flux to cover the joint, it is difficult to carry out in any position other than the flat or down-hand position. Also, because of large metal pools generation in the SAW process, the out-of-position welds are difficult to carry out. The electrode wires normally used are of sizes 1.6, 2, 2.5, 3.15, 4, 5, 6.3 and 8mm. The wires should be smooth with no surface imperfections or contaminants. It is difficult to manually feed the wire into the joint because of very high wire-feed rate. As SAW process produces large amount of molten weld metal, it takes sometimes for solidification. Hence, it is imperative in SAW to provide some way of containing this molten metal. Weld metal backing is normally used. The backing slaves can be with or without grooves, but in general, copper plates are used, which can easily be cooked with internal running water, when necessary. For thin plates, plain copper backing plates without any cooling water, would be enough. Pure copper removes heat quickly from the molten weld pool because of its high thermal conductivity.
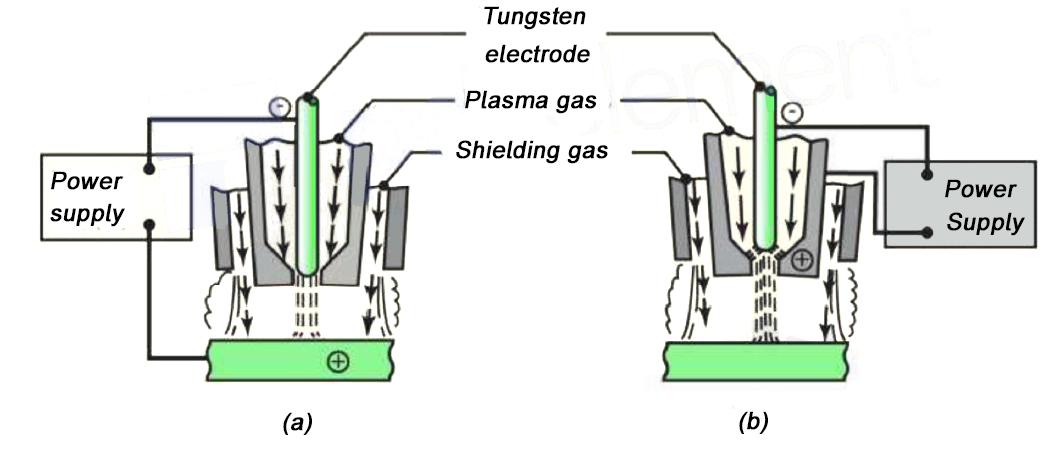
PLASMA ARC WELDING
Plasma is the state of matter present in between electrodes in any arc. In this part, gas is ionized to make it a conductor of electric current. - PAW uses a non- consumable tungsten electrode and a shielding gas such as argon, helium or a mixture of both with hydrogen. - Plasma torch: Pure argon gas is allowed through the inner orifice surrounding the tungsten electrode to form plasma gas. The constraining nozzle squeezes the gas to form a concentrated and straight arc and also increases the heat contained per unit volume of the arc (~110000C). Ionization of the arc occurs through a low current pilot arc between electrode and constricting nozzle. This initiates the PAW arc. Due to constriction the plasma gas attains a very high temperature and also provides a low resistance path to initiate the welding arc between electrode and work piece. This is called transferred arc. Inert shielding gas is allowed to flow through outer gas nozzle which protects the weld metal. Higher ampere rating Constant current, or drooper type of dc power supplies are used as power sources. Electrode is taken as negative. PAW is done by keyhole technique. Due to high temperature the base metal beneath the arc melts completely forming a thin keyhole. With the advancement of the torch the metal melted ahead (down hand welding position) flows into the keyhole. Thus, the keyhole travels continuously along the torch direction. Advantages: Because of arc concentration heat input can be properly controlled and the heat affected zone around the weld metal is small. - Uniform deep penetration can be obtained. - Greater distance between electrode tip and work piece makes use of filler metal rod easier without contamination of electrode. Higher metal deposit rate.
Disadvantages: Expensive frequent replacement requirement of nozzle. Two types of plasma-arc welding processes: (a) transferred and (b) non-transferred. Deep and narrow welds can be made by these processes at high welding speeds.
THERMIT WELDING
In thermit welding, weld metal is melted externally using exothermic heat generated by chemical reactions and the melt is supplied between the components to be joined.
ELECTROSLAG WELDING
In electro slag welding weld metal is melted by electrical resistance heating and then it is allowed to cool very slowly for solidification similar to that of casting.
ELECTRON BEAM WELDING
Electron Beam Welding (EBW) is a fusion welding in which coalescence is produced by heating the work piece due to impingement of the
The process of joining two metal surfaces by heating and adding a non-ferrous alloy with melting point above 400-degree Celsius is known as brazing.
Process
The surfaces to be joined are cleaned from all oil, dirt oxides. Then both the surfaces are placed in joining position. Flux is sprinkled or placed on it. The heat is given to the surface and the filler metal. The molten filler metal flows to the surfaces to be joined. On cooling, brazing joint is formed. The filler metals used are copper, copper alloy, silver alloy and Aluminum alloys. In brazing the filler metal melts but the surfaces to be joined remain unmelted. The various methods used to melt the filler metal and flux are:
Applications
Brazing is used for electrical items, radiators, heat exchangers comma pipes and pipe fittings and tooltips.
Advantages
Disadvantages
Soldering is a process of joining two metals by using another low temperature metal alloy. The metal used for the joining purpose is called solder. Solders are of two types:
Hard solder is an alloy of copper and zinc whereas the soft solder is an alloy of tin and lead.
Process
The surfaces to be joined are cleaned and are placed on each other. A fluxes employed to prevent oxidation. Zinc chloride is commonly used for this purpose. The soldering iron is heated either electrically or by some external heat. Then the heart and is dipped into the flux and solder is pressed against the surfaces to be joined. A joint is formed by melting the solder.
Applications
Soldering is widely used for sheet metal work and in radio and television work for joining wires.
Advantages
Disadvantages
Difference between soldering and brazing
SR. No. | Brazing | Soldering |
1 | Filler metal has the melting point above 400°c | Filler metal has the melting point below 400°c |
2 | More stable joints can be made | Less stable joints can be made |
3 | High pressure and temperature do not affect the joint | Joints are affected by high temperature and pressure |
4 | Equipment cost is more | Equipment cost is very low. |
References:
1. Hajra Choudhury S.K., Hajra Choudhury A.K. And Nirjhar Roy S.K., “Elements of Workshop Technology”, Vol. I 2008 And Vol. Ii 2010, Media Promoters and Publishers Private Limited, Mumbai.
2. Kalpakjian S. And Steven S. Schmid, “Manufacturing Engineering and Technology”, 4th Edition, Pearson Education India Edition, 2002.
3. Gowri P. Hariharan and A. Suresh Babu,” Manufacturing Technology – I” Pearson Education, 2008.
4. Roy A. Lindberg, “Processes and Materials Of Manufacture”, 4th Edition, Prentice Hall India, 1998.
5. Rao P.N., “Manufacturing Technology”, Vol. I And Vol. Ii, Tata Mcgrawhill House, 2017.




