Unit - 3
Thermal and Chemical Machining Process
1. Introduction:
Electro Discharge Machining (EDM) is an electro-thermal non-traditional machining process, where electrical vitality is utilized to produce electrical flash and material evacuation basically happens because of thermal vitality of the sparkle.
EDM is for the most part used to machine hard to-machine materials and high quality temperature safe combinations. EDM can be utilized to machine troublesome geometries in little clumps or even on work shop premise. Work material to be machined by EDM must be electrically conductive.
2. Process:
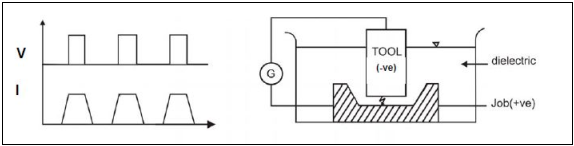
Fig. 1 shows schematically the fundamental working standard of EDM process.
In EDM, a potential distinction is applied between the instrument and workpiece. Both the apparatus and the work material are to be conduits of power. The device and the work material are inundated in a dielectric medium. By and large lamp fuel or deionised water is utilized as the dielectric medium. A hole is kept up between the apparatus and the workpiece. Contingent on the applied potential distinction and the hole between the instrument and workpiece, an electric field would be set up. For the most part the device is associated with the negative terminal of the generator and the workpiece is associated with positive terminal. As the electric field is built up between the instrument and the activity, the free electrons on the apparatus are exposed to electrostatic powers. On the off chance that the work or the holding vitality of the electrons is less, electrons would be discharged from the device (expecting it to be associated with the negative terminal). Such discharge of electrons are called or named as cool outflow. The "cold transmitted" electrons are then quickened towards the activity through the dielectric medium. As they gain speed and vitality, and begin moving towards the activity, there would be crashes between the electrons and dielectric particles. Such crash may bring about ionization of the dielectric atom relying on the work capacity or ionization vitality of the dielectric particle and the vitality of the electron. Subsequently, as the electrons get quickened, increasingly positive particles and electrons would get created because of crashes. This cyclic procedure would expand the convergence of electrons and particles in the dielectric medium between the instrument and the activity at the flash hole. The fixation would be high to the point that the issue existing in that channel could be portrayed as "plasma". The electrical obstruction of such plasma channel would be extremely less. In this way out of nowhere, countless electrons will spill out of the apparatus to the activity and particles from the activity to the device. This is called torrential slide movement of electrons. Such development of electrons and particles can be outwardly observed as a flash. Consequently, the electrical vitality is disseminated as the thermal vitality of the sparkle.
The rapid electrons at that point encroach at work and particles on the device. The motor vitality of the electrons and particles on sway with the outside of the activity and device separately would be changed over into thermal vitality or thermal transition. Such exceptional limited thermal transition prompts outrageous immediate bound ascent in temperature which would be in overabundance of 10,000oC.
Such restricted extraordinary ascent in temperature prompts material evacuation. Material evacuation happens because of moment vapourisation of the material just as because of dissolving. The liquid metal isn't expelled totally yet just in part.
As the potential distinction is pulled back as appeared in Fig. 1, the plasma channel is never again supported. As the plasma channel breakdown, it creates weight or stun waves, which empties the liquid material shaping a cavity of evacuated material around the site of the flash.
In this way to condense, the material evacuation in EDM for the most part happens because of development of stun waves as the plasma channel breakdown inferable from end of applied potential distinction.
For the most part the workpiece is made positive and the device negative. Consequently, the electrons strike the activity prompting pit development because of high temperature and dissolving and material evacuation. Additionally, the positive particles encroach on the apparatus prompting device wear.
In EDM, the generator is utilized to apply voltage beats between the apparatus and the activity. A consistent voltage isn't applied. Just starting is wanted in EDM instead of arcing. Arcing prompts restricted material expulsion at a specific point though starts get appropriated everywhere throughout the instrument surface prompting consistently conveyed material evacuation under the device.
Parts of Electrical Discharge Machining:
The Electrical Discharge Machining (EDM) setup consists of
Pulse Generator No.
1 (Power Supply)
2. Workpiece
3. Fixture
4. Dielectric Fluid No
5. Pump
6. Filter
7. Tool Organizer
8. Creating a spark
9. Tool
An Explanation for the parts of Electrical Discharge Machining:
An Explanation for the parts of Electrical Discharge Machining is as follows.
1. Pulse Generator (Power Supply):
The EDM process is powered via a negative terminal connected to the tool and a positive terminal connected to the workpiece.
2. Workpiece
A fixture is used to secure the workpiece in the dielectric container, and the positive terminal of the power supply is connected to it.
3. Fixture:
In a dielectric container, the fixture is utilised to hold the workpiece in place.
4. Dielectric Fluid:
The workpiece and the tool are separated using dielectric fluid, and the distance between them is kept as small as possible.
The dielectric fluid acts as an insulator under normal circumstances. In this sense, there is no electrical conductivity.
However, when high pressure is applied, the dielectric fluid ionises into Negative and Positive Ions, allowing it to conduct.
Properties of the Dielectric Fluid/Medium:
1. It has a low viscosity, for starters.
2. Maintain electrical non-conductivity until the required voltage is reached.
3. It can be utilised to keep you cool.
4. It is capable of transporting all metal particles produced by spark erosion.
Electrolyte used:
Kerosene acts as a Dielectric Fluid in Electrical Discharge Machining process
Optimum Gap:
The Optimum gap between the tool and the workpiece is 0.03 mm.
Voltage - 70V
5. Pump:
A pump is utilised to transport the dielectric fluid from the container's base to the tool and workpiece, resulting in increased MRR.
6. Filter:
To remove any abnormalities or dust particles in the dicentric medium, a filter was placed slightly above the pump.
7. Tool Holder:
It is used to hold the tool properly.
8. Spark generation:
In the presence of a dielectric medium, a spark is generated between the tool and the workpiece, resulting in material removal from the workpiece's surface.
9. Tool:
Copper, Tungsten, or Copper-Tungsten Alloy are the tools used in the Electric Discharge Machining process.
The Tool's Unique Qualities:
It must have a high level of performance.
1. Melting Point
2. The ability to conduct electricity
MRR (Material Removal Rate):
Electric Discharge Machining will remove the most material of all the non-traditional machining procedures. In this regard, EDM has a higher MRR.
This is how the EDM sections are explained. Let's take a look at how it works.
Working Principle of Electrical Discharge Machining Process:
A fixture secures the workpiece in the dielectric container.
The Servo Feed Unit, which can move downward in a vertical direction, feeds the tool.
The electrical discharge machining technique is powered by a positive terminal connected to the workpiece and a negative terminal connected to the tool.
The tool and workpiece are separated using dielectric fluid, and the distance between them is kept as small as possible.
As previously established, the dielectric fluid acts as an insulator under normal conditions. In this sense, there is no electrical conductivity.
The dielectric fluid, however, ionises into Negative and Positive Ions when sufficient pressure is applied
Positive ions attract negative ions, while negative ions attract positive ions, resulting in the generation of heat.
When positive and negative ions clash, a spark is created between the tool and the workpiece, allowing the material to be removed off the workpiece's surface.
When there isn't a spark in the container, the dielectric fluid acts as an insulator once more.
To remove the material off the workpiece's surface, the same method is used.
This is a comprehensive overview of the Electrical Discharge Machining process, including terminology and how it works.
Advantages of EDM:
These are some advantages of using Electrical Discharge Machining:
1. The machining process is independent of the workpiece's mechanical qualities.
2. Because no forces are acting, no residual stresses will be created.
3. The deeper hole has the potential to produce up to 20 (L/D).
4. EDM has the highest Material Removal Rate of all the non-traditional machining processes (MRR).
5. Melting and vaporisation improve the surface finish.
Limitations of EDM:
However, EDM has some limitations too, here are those:
1. The material used for the workpiece must be electrically conductive.
2. It is impossible to make perfect square corner holes.
3. The hardening of the workpiece occurs near the hole.
Applications:
- Cutting of extremely hard conductive materials that can prove challenging on conventional machining methods.
- EDM machining provides very smooth finish, with no burrs or rough patches so EDM is an excellent choice when finish or appearance matter in the final product.
- Drastic reduction in production time and unit cost and also provides increased throughput from the machine
- The precision inherent in the EDM process allows complex designs to be machined cost effectively
- EDMs come with inbuilt precision and accuracy which allows machining of complex designs in cost effective manner
1. Introduction
Electrochemical Machining (ECM) is a non-conventional machining (NTM) process having a place with Electrochemical classification. ECM is inverse of electrochemical or galvanic covering or statement process. Therefore ECM can be thought of a controlled anodic disintegration at nuclear degree of the work piece that is electrically conductive by a formed instrument because of stream of high ebb and flow at generally low potential contrast through an electrolyte which is frequently water based impartial salt arrangement.
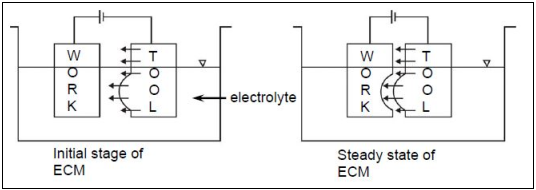
Fig. 2 schematically shows the fundamental rule of ECM.
2. Procedure
During ECM, there will be responses happening at the anodes for example at the anode or workpiece and at the cathode or the device alongside inside the electrolyte.
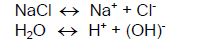
Let us take a case of machining of low carbon steel which is essentially a ferrous combination principally containing iron. For electrochemical machining of steel, for the most part an unbiased salt arrangement of sodium chloride (NaCl) is taken as the electrolyte. The electrolyte and water experiences ionic separation as appeared underneath as potential contrast is applied
As the potential contrast is applied between the work piece (anode) and the device (cathode), the positive particles move towards the apparatus and negative particles move towards the workpiece.
Along these lines the hydrogen particles will remove electrons from the cathode (instrument) and from hydrogen gas as:
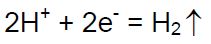
Essentially, the iron particles will leave the anode (work piece) as:

Inside the electrolyte iron particles would join with chloride particles to frame iron chloride and comparatively sodium particles would consolidate with hydroxyl particles to shape sodium hydroxide

By and by FeCl2 and Fe(OH)2 would frame and get accelerated as slime. Right now can be noticed that the work piece gets bit by bit machined and gets hastened as the muck. Also there isn't covering on the instrument, just hydrogen gas develops at the device or cathode. Fig. 3 delineates the electro-concoction responses schematically. As the material evacuation happens because of nuclear level separation, the machined surface is of great surface completion and calm.

Figure 3: The electro-concoction responses
The voltage is required to be applied for the electrochemical response to continue at a consistent state. That voltage or potential contrast is around 2 to 30 V. The applied potential contrast, in any case, likewise beats the accompanying protections or potential drops. They are:
- The terminal potential
- The enactment over potential
- Ohmic potential drop
- Concentration over potential
- Ohmic obstruction of electrolyte
Fig. 4 shows the absolute potential drop in ECM cell.
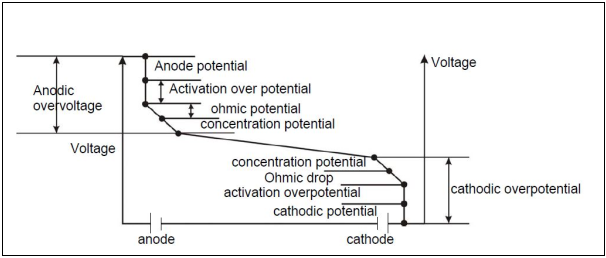
Figure 4: Absolute Potential drop in ECM cell.
Applications:
- The ECM process is used for die sinking operation, profiling and contouring, drilling, grinding, trepanning and micro machining.
- It is used for machining steam turbine blades within closed limits.
References:
1. P.C. Pandey and H.S. Shah, Modern Machining Processes, Tata Mcgraw-Hill Publishing Co. Ltd, New Delhi, 1980.
2. A. Ghosh and A.K. Mallik, Manufacturing Science, 2nd edition, Affiliated East West Press, New Delhi.
3. G.F. Benedict, Nontraditional Manufacturing Processes, Marcel Dekker Inc., New York (ISBN 0-8247-7352-7), 1987.
4. V.K. Jain, Advanced Machining Processes, Allied Publishers, 2009.
5. J. A. Mc Geough, Micromachining of Engineering Materials, Taylor & Francis, 2001.




