Unit - 3
The seven traditional tools of quality
The seven traditional tools of quality are-
I - Pareto chart:
Italian economist Vilfredo Pareto shows on a bar graph which factors are more significant. This method helps to find the vital few contributing maximum impact.
Purpose: The purpose of the Pareto chart is to prioritize problems No company has enough resources to tackle every problem, so they must prioritize.
Pareto Principle: The Pareto concept was developed by the describing the frequency distribution of any given characteristic of a population. Also called the 20-80 rule, he determined that a small percentage of any given group (20%) account for a high amount of a certain characteristic (80%).
Conclusion: The most important thing in improving quality is to start somewhere, doing something. As you begin using the Pareto chart to decide where your problems are, you will discover many things about your processes and will come because you will know where to improve.
II - Flowchart:
A technique that separates data gathered from a variety of sources so that patterns can be seen (some lists replace "stratification" with or "run chart").
Purpose: Flow Charts provide a visual illustration of the sequence of operations required to complete a task.
A picture of the steps the process undergoes to complete its task. Every process will require input(s) to complete its task, and will provide output(s) when the task is completed. Flow charts can be drawn in many styles. Flow charts can be used to describe a single process, parts of a process, or a set of processes. There is no right or wrong way to draw a flow chart. The true test of a flow chart is how well those who create and use it can understand it. Input ---------------------Process----------------Output.
III - Cause-and-Effect Diagrams - 1943 by Mr. Kaoru Ishikawa at the University of Tokyo.
Purpose: One important part of process improvement is continuously striving to obtain more information about the process and its output. Cause-and-effect diagrams allow us to do not just that, but also can lead us to the root cause, or causes, of problems.
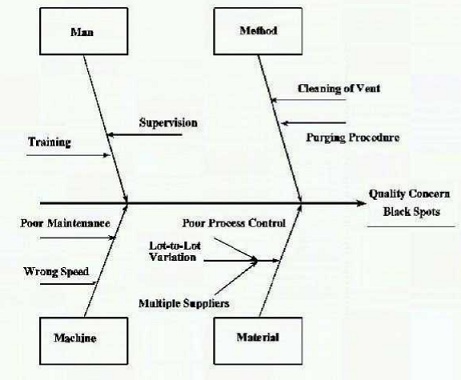
Constructing the Cause-and-Effect Diagram:
Step 1: Select the team members and a leader. Team members knowledgeable about the quality. Team members focus on the problem under investigation.
Step 2: Write the problem statement on the right-hand side of the page, and draw a box around it with an arrow running to it. This quality concern is now the effect.
Step 3: Brain-storming. The team members generate ideas as to what is causing the effect.
Step 4: This step could be combined with step 3. Identify, for each main cause, its related sub-causes that might affect our quality concern or problem (our Effect). Always check to see if all the factors contributing to the problem have been identified. Start by asking why the problem exists.
Step 5: Focus on one or two causes for which an improvement action(s) can be developed using other quality tools such as Pareto charts, check sheets, and other gathering and analysis tools.
Conclusion: Improvement requires knowledge. The more information we have about our processes the better we are at improving them. Cause-and-effect diagrams are one quality tool that is simple yet very powerful in helping us better understand our processes.
IV - Check Sheet
Purpose: Check sheets allow the user to collect data from a process in an easy, systematic, and organized manner.
Data Collection: Before we can talk about check sheets, we need to understand what we mean by data collection. This collected data needs to be accurate and relevant to the quality problem. The first is to establish a purpose for collecting this data. Second, we need to define the type of data that is going to be collected. Measurable data such as length, size, weight, time, etc., and countable data such as the number of defects. The third step is to determine who is going to collect that data and when it should be collected.
V- Histograms
Purpose: To determine the spread or variation of a set of data points in a graphical form. It is always a desire to produce things that are equal to their design values.
Histograms: A histogram is a tool for summarizing, analysing, and displaying data. It provides the user with a graphical representation of the amount of variation found in a set of data.
Constructing a Histogram: The following are the steps followed in the construction of a histogram:
Data collection: To ensure good results, a minimum of 50 data points, or samples, need to be collected
Calculate the range of the sample data: The range is the difference between the largest and smallest data points. Range = Largest point - smallest point.
Calculate the size of the class interval. The class interval is the width of each class on the X axis. It is calculated by the following formula:
Class interval = Range / Number of classes.
Calculate the number of data points (frequency) that are in each class. A tally sheet is usually used to find the frequency of data points in each interval.
Conclusion: Histogram is simple tools that allow the user to identify and interpret the variation found in a set of data points. It is important to remember that histograms do not give solutions to problems.
VI - Scatter Diagrams
Purpose: To identify correlations that might exist between a quality characteristic and a factor that might be driving it.
Scatter Diagrams: A scatter diagram is a nonmathematical or graphical approach for identifying relationships between a performance measure and factors that might be driving it. This graphical approach is quick, easy to communicate to others, and generally easy to interpret.
Interpreting the Results: Once all the data points have been plotted onto the scatter diagram, you are ready to determine whether there exists a relation between the two selected items or not. When a strong relationship is present, the change in one item will automatically cause a change in the other. If no relationship can be detected, the change in one item will not affect the other item. There are three basic types of relationships that can be detected to on a scatter diagram: 1. Positive relationship 2. Negative relationship 3. No relationship
Conclusion: Scatter diagrams allow the user to graphically identify correlations that could exist between a quality characteristic and a factor that might be driving it. It is a quality tool that is simple, easy to communicate to others, and generally easy to interpret
VII - Control Charts
Purpose: Process is in control and to monitor process variation on a continuous basis. Identifying the tolerance level in the variations. Control charts is one SPC tool that enables us to monitor and control process variation. Types of variation Common and Special Cause Variation.
Control charts: Developed in the mid 1920's by Walter Shewhart of Bell labs. There are two basic types of control charts, the average and range control charts. The first deals with how close the process are to the nominal design value, while the range chart indicates the amount of spread or variability around the nominal design value. A control chart has basically three lines: the upper control limit UCL, the centre line CL, and the lower control limit LCL. A minimum of 25 points is required for a control chart to be accurate
The seven tools we will see are:
1. Affinity diagram
2. Relations diagram
3. Tree diagram
4. Matrix diagram
5. Matrix data analysis diagram.
6. Process decision programme chart
7. Arrow diagram
Affinity Diagram
The purpose of an affinity diagram is to provide a visual representation of grouping of a large number of ideas or factors or requirements into logical sets of related items to help one organise action plans in a systematic manner.
Procedure
The steps in the procedure for preparing an affinity diagram are:
1. Decide the subject or the topic
2. Generate a large number of ideas through brainstorming
3. Decide the number of groups and their titles. Create a card for each group. Enter the title of the group at the top of the card.
4. Distribute all the ideas among the cards. If necessary, create new cards for additional groups.
5. Arrange the cards according to the relationship between the groups.
6. Give a name to the affinity diagram.
Applications:
The structure and the procedure for affinity diagram would have shown how simple the tool is. Its simplicity makes it easy to combine it with other tools and put it to a wide variety of applications. For instance, it can be combined with a cause-and-effect diagram or a relations diagram to identify and regroup causes for a problem or it can be combined with a tree diagram to categorise possible solutions. Thus, it can assist in problem solving. It can be used to group customer requirements in a complex product and can help one to design a product with characteristics and features that would satisfy and delight customers. It can be used to categorise actions in an implementation plan leading to a rationalised distribution of responsibility. In fact, the tool can be used to break up any complex problem or task into smaller more easily manageable bits. Someone has asked a question - “How do you eat a whale?” which has an obvious answer -” A mouthful at a time”. Another similar set of a question and an answer is - “How to eat an elephant - slice by slice”.
Well affinity diagram is a tool that helps to break up a whale into convenient mouthfuls or an elephant into manageable slices. Its simplicity makes it a very widely applicable tool.

Relations Diagram Purpose
The purpose of relations diagram is to generate a visual representation of the relations between an effect and its causes as well as the interrelationship between the causes in complex problems.
Structure
As mentioned in the opening paragraph of the chapter, the structure of relations diagram is not very rigid; it is quite flexible. Only thing fixed about the diagram is a bold bordered rectangle in which the ‘effect’ is written. The causes are entered in light rectangles and lines are drawn to show relation between the rectangles. The lines have arrows at one end showing which is the cause and which is the effect - the arrow always leading from the cause to the effect. The most common shape the diagram takes has the ‘effect’ at the centre, with immediate causes surrounding it and secondary and tertiary causes as outer layers.
Procedure
To prepare a relations diagram, there is a need for a large number of causes. No single individual can generate an exhaustive list of causes.
Hence the tool gives best results when it is used in a group. The group must brainstorm the subject to get the maximum number of causes.
The steps in the preparation of a relations diagram are:
1. Decide the ‘effect’ or the problem for which causes are to be found.
Write is in the centre of the flip chart or a board and enclose it in a dark bordered rectangle.
Discuss the subject and confirm the ‘effect’.
2. Brainstorm to identify the immediate causes for the effect first. Enter these in rectangles around the central dark rectangle.
Take care to place causes likely to be related to one another in adjacent positions.
It is quite possible that the locations of the causes may have to be changed as one progresses.
Hence a white board is preferable to a flip chart for this exercise. If a flip chart is used, the causes may be written on post-it pads and stuck on the chart so that their location can be changed easily.
3. Connect these immediate causes to the effect by connecting the rectangles of the causes to that of the effect with a line with an arrow pointing towards the effect. Explore the cause-and-effect relationship among the immediate causes and connect them, keeping in mind that the arrow always points to an effect.
4. Taking each of these immediate causes as an effect, brainstorm to find causes for them one by one. The key question for identifying causes is “why?”. Keep asking the question till the root causes are identified for the immediate, secondary and tertiary causes.
5. Explore the relationship between all the causes and connect the rectangles as in step-3. Show as many relations among different causes as possible. A large number of routes leading to the same root causes provides an indication that the root cause may be an important contributor to the problem.
6. Brainstorm to find the more important root causes and more prominent links leading to the effect. Mark these by making the rectangles and the connecting lines darker.
7. If necessary, rearrange the rectangles in such a way that the connecting lines are short and the diagram compact.
9. Provide a suitable title to the diagram.
Applications
Relations diagram can be applied to explore cause and effect relationships, especially in complex situations where the causes are likely to be mutually related. The most common use is in problem solving to identify multiple interrelated causes. The output of the tool is a list of root causes for the problem with some indication of their relative importance. The output has to be considered as only an indication of the relative importance of the causes. Data has to be collected to confirm or reject the conclusions arrived at the end of the session. Priority of corrective actions to eliminate the causes should be based on the data collected, not on output of relations diagram. The output of relations diagram is based on the perception of the members of the group brainstorming the issue; it needs to be supported by facts. While the output is important as it points a direction to data collection efforts, it is no substitute for facts and data.
Relations diagram

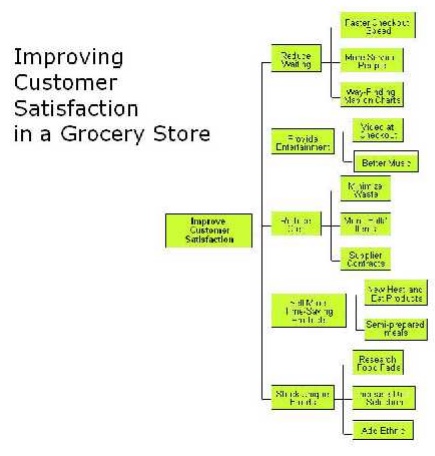
Tree Diagram
Purpose
The purpose of the tree diagram is to explore ways and means to achieve an objective, develop a list of alternate means to reach the desired situation in a sequential order and to present them in a visual form.
Procedure
This tool like other tools in the ‘new seven’ is a group tool. A brainstorming session is necessary to collect a large number of ideas for the means to achieve the objective. The rules of brainstorming should be observed to get the best results from the tool.
The steps in the procedure to develop a tree diagram are:
1. Identify a high priority problem that needs to be solved at the earliest. Prepare an objective statement describing the desired situation or the target solution.
2. Decide the appropriate form of the diagram - cascade or tree as well as direction of flow after a brief discussion. Place the target solution in the dark rectangle.
3. Brainstorm to identify the primary means to achieve the objective. Arrange them in an appropriate order keeping in mind the likely interrelations between them and place them in rectangles at the first level.
4. For each of the primary means, identify secondary means which would be necessary to attain those means. Arrange them in next level boxes.
5. Identify tertiary means required to attain each of the secondary means and place them in a proper order in the next level boxes.
6. Continue the process till the group feels that the end of the line has been reached.
7. If a lower-level means is required to attain two higher level means, it may be connected to both. Rearrange the boxes if necessary to make this possible. Use of POST-IT pads can make such a rearrangement simple.
8. Brainstorm to reach a consensus on the relative importance of the last level means to priorities action.
9. Give a suitable title to the diagram. Application The most important application of the tree diagram is for devising solutions for problems. It helps one to develop a systematic step by step strategy to achieve an objective. It is also useful in monitoring the implementation of solutions by taking care of accomplishment of means at different levels.
Matrix Diagram
Purpose
The purpose of a matrix diagram is to explore the existence and the extent of relations between individual items in two sets of factors or features or characteristics and express them in a symbolic form that is easy to understand. The purpose for which the tool is most frequently used is to understand the relation between customer expectations as expressed by the customers and product characteristics as designed, manufactured and tested by the manufacturer.
Procedure
The steps in the procedure to prepare a matrix diagram are:
1. Decide the two sets of factors for which relations are required to be clarified. Call the set of the main factors ‘features and the set of factors dependent on its counterpart ‘characteristics or characteristics.
2. Divide the features into primary, secondary and tertiary features.
3. Divide the characteristics into primary, secondary and tertiary characteristics.
4. Place the features vertically on the left-hand side of the matrix and characteristics horizontally on top of the matrix.
5. Enter the importance of the features on the column after that for the tertiary features.
6. In the main body of the matrix, place symbols at the squares denoting the relationship between the feature and the characteristic meeting at the intersection.
The symbols to be used are:
- Strong relationship - medium relationship - Weak relationship
In case there is no relation between the concerned feature and characteristic, leave the square blank to indicate ‘no relation’. The relationship should be based on data available with the team or on the results of a brainstorming session which must be confirmed by collecting necessary data.
7. Title the diagram suitably. Applications Matrix diagram, being a very simple table showing relations between individual items in two sets of factors, can be put to a wide variety of uses.
The symbolic representation of the relationship makes the diagram so much easier to understand as compared to a table with a lot of figures. Let us see some of the possible applications of a matrix diagram.
Matrix diagram can be used to solve problems by arranging data in such a way that the relations between relevant factors are brought into sharp focus. It can be used to understand relations between customer satisfaction and product characteristics, between complaints and product groups, between complaints and geographical regions, between a product’s performance in the market and promotional inputs on it and so on. Once the relations between individual items in sets of factors are clearly understood and agreed upon, it becomes easy to solve problems and to plan and implement solutions systematically.
There is no limit to the use of the tool. The unlimited possibility of the application of the tool is proved by a couple of unusual examples. A book on
QC tools written by Japanese authors gives an example where the tool was used to describe the relations between male and female members of the staff in an office. A recent article in a magazine brought out by an NBFC (Non-Banking Finance Company) for the benefit of investors used the matrix diagram to depict the vulnerability of different industries. The diagram provides relation between 24 industries from Aluminium and Automobiles to tyres and yarn with half a dozen parameters such as over-capacity, demand recession, cheap imports etc. The matrix had symbols indicating high, moderate, slight or no vulnerability of the industry on that parameter. The only difference is that the symbols used were not the same as those conventionally used in a matrix diagram. The most important application of matrix diagram is in clarifying relations between individual features of customer requirements and individual product characteristics. Thus, the tool enables one to translate customer expectations into technical specifications accurately. In other words, it helps one develop a product specification that will satisfy customer expectations. Its use can be extended to clarify the relationship between product characteristics on one side and product formulation and process parameters on the other side. In other words, it can be used to generate a process specification that would ensure compliance to the requirements of a product specification. It can be used to develop specification requirements for inputs to a process by studying their relation to the output requirements.

Matrix Data Analysis Diagram
Purpose
The purpose of matrix data analysis diagram is to present numerical data about two sets of factors in a matrix form and analyse it to get numerical output. The factors most often are products and product characteristics. The purpose then is to analyse the data on several characteristics for a number of products and use the information to arrive at optimum values for the characteristics for a new product or to decide the strong points of a product and use the information for designing a strategy for the promotion of the product.
Procedure
The procedure for creating a matrix data analysis diagram consists of the following steps:
1. Decide the two factors whose relations are to be analyses.
2. Check the number of individual items in the two factors.
3. Prepare a matrix to accommodate all the items of the two factors.
4. Enter numerical data in the matrix.
5. Give the diagram a suitable title.
Applications
The most common application of matrix data analysis diagram is to decide the desired product characteristics of a new product based on the analysis of product characteristics of similar products in the market and the intended positioning of the new product. For instance, the characteristics of a toilet soap for customers with normal skin would be somewhere in between those for a soap for dry skin and a soap for oily skin. A cosmetic product for growing children would have characteristics between those of a baby cosmetic and an adult cosmetic. By collecting data on the product characteristics of related products and placing them in a matrix data analysis diagram, one can decide the desired characteristics of the proposed product depending on target group of customers for the new product.
Analysis of the data can also be used to identify the strongest characteristics of an existing product to decide its promotional inputs. The tool can also be used to study the causes of customer complaints. It can also be used to determine process parameters to achieve desired product characteristics.
The tool can be very useful in compiling data obtained on the analysis of competitive products with a view to develop a product better than the competition or to devise a marketing strategy for the product based on its strengths.

Process Decision Programme Chart Purpose
The purpose of process decision programme chart is to prepare for abnormal occurrences with low probability which may otherwise be overlooked and to present the occurrences as well as the necessary countermeasures to guard against such occurrences in the form of a visual chart. The tool forces one to think of the possible obstacles in the smooth progress of a process or a project and then find ways and means to surmount those obstacles to ensure the successful and timely completion of the process or the project. Thus, the tool helps one to prepare a contingency plan to achieve the objective if adverse events occur.
Procedure
The steps in the preparation of a process decision programme chart are:
1. Prepare a ‘normal’ flowchart of the process with all expected events as steps in the chart.
2. Consider the possibility of the process not going as per the plan due to any abnormal, though less probable, occurrences.
3. Show these occurrences on the flowchart through branching at appropriate locations.
4. Consider how the abnormal occurrence will affect the process and search for ways and means to counter the effect.
5. Show these countermeasures in rectangles connecting the corresponding abnormal occurrence on one side and the process objective or the goal on the other.
6. Give a suitable title to the diagram.
Steps 2 and 4 require totally different type of thinking and hence the team must be prepared to think on appropriate lines. One needs to put on different ‘thinking hats’ while brainstorming steps 2 and 4
And the facilitator must inform all members about it. As suggested by Dr. Edward De Bono in his book ‘Six Thinking Hats’ the correct thinking hats for steps 2 and 4 are black and yellow which respectively encourage ‘negative logical’ and ‘positive logical’ thinking.
Applications
The tool has the widest range of applications as it can be used for a range of activities from simple ones like a game of bridge or reaching railway station or airport in time to catch a train or a plane to complex processes or projects. In fact if can be applied to all processes to ensure their success by systematically minimising the untoward effect of unexpected adverse occurrences. Through the process of brainstorming for possible adverse occurrences and for measures to counter them, one assures the success of the process even if such events do occur. The tool can be used to prevent problems by identifying opportunities for error and devising measures to avoid failure. It can be used during the implementation of solutions for predicting resistance and for planning measures to overcome the resistance.
Process decision programme chart

Arrow Diagram
Purpose
The purpose of an arrow diagram is to create a visual presentation of the steps of a process or tasks necessary to complete a project with special emphasis on the time taken for these activities. The diagram provides a clear understanding of the schedule of various steps in the process which helps one to monitor the process for ensuring its completion on time.
Procedure
The steps for preparing an arrow diagram are:
1. List all tasks or activities that need to be accomplished before the completion of the process or the project.
2. Decide which steps are undertaken in series and which steps can be run in parallel.
3. Arrange the activities in a proper sequence.
4. Prepare ‘Event Nodes’ at the completion of steps and number them. Where the process is bifurcating into two or more parallel streams, more lines will flow from a node and where the parallel streams are merging, two or more steps will lead to a node.
5. Write the description of the step on top of the line or to the left of the line. Decide the time required for completing each step and write it under or to the right of the line.
6. Calculate the earliest time to reach an event node for the start of the process. Where more than one streams are combining, the maximum time taken by a stream is taken into consideration. This time is entered on the top half of the rectangle. This time is related to the starting time of the process which is taken as zero.
7. After the time for all event nodes including the completion of the process or the project is available, one calculates the latest time by which an event node must be reached. This is done by starting at the time of completion and going back step by step. The time is entered on the bottom half of the rectangle. The time indication at all event nodes will appear as:
X Y where X is the earliest time by which the event can be completed and Y is the latest time by which the event should be completed.
Give a title to the diagram. As the calculation of the time indications is extremely important in the construction of an arrow diagram it is necessary that we understand the procedure well. Let us understand the concept through diagram.

Let us calculate the time the events can be reached earliest by adding time for the step to the time of the earlier event starting with zero time at the start i.e., event-1. Where there are two streams one has to take the time for the longer or the critical path. The time to be put on the top half of the rectangle for the 15 event nodes are given in table 3.
For event node 7, we get two values. As the time for node 6 is 5 hours and step from 6 to 7 takes one hour, the time for 7 would be 6 hours. But time for node 3 is 4 hours and the step from 3 to 7 takes 3 hours, the time for node 7 comes to 7 hours. The earliest both streams get ready is 7 hours and hence one has to take 7 hours as the time for node 7. The same principle has been applied for calculating the time for nodes 10 and 14.
Now let us see how to calculate the time to be put on the bottom half of the rectangle or the time by which the event must be reached to ensure
1 2 3 7 10 11 14 15
8 9
1 1 2
1 1 1 1
2 2 3 4 2 5 2
1 11completion of the project on time. In this case one has to start with event 15 as 20 hours and calculate the time for the event by reducing the time taken for the step. Step from event 14 to 15 takes 2 hours. To complete the project at 20 hours, it is essential that one reaches event 14 by 18 hours. In this way we get the time by which the events must be accomplished. These are given in table 4.
Applications
The most common application of an arrow diagram is in planning and scheduling projects which involve a large number of activities. The diagram is also useful in planning and scheduling steps in complicated processes. Once an arrow diagram is ready with time indications for all stages of the project or the process, referred as the event nodes in the procedure, one can look for opportunities to reduce the time taken for the project by concentrating on the steps on the critical path. It can then be used to monitor the progress of the project throughout its duration.
Six Sigma is a highly disciplined process that focuses on delivering near-perfect products and services consistently. Its strength is that it is a continuous improvement process with an unwavering focus on change empowerment, seamless training of resources and continuous top management support. These three are known as the Pillars of Six Sigma. If Six Sigma is implemented methodically, it will give sustained results for any process. Now the question arises as to what is a process.
Process of Six Sigma
Six Sigma follows a process named DMAIC (Pronounced as D-MAC) DMAIC stands for Define, Measure, Analyse, Improve, and Control. Click each tab to know more. In the Define phase, define the problem statement and plan the improvement initiative. Consider a typical problem in an organization. A particular organization’s customers are not satisfied with the current support process of the organization. You can define the problem as the support process of the organization is at 20% satisfaction. In Six Sigma, the projects are always defined objectively. In addition to defining the problem, the Six Sigma project team is also formed in this phase. The Measure phase collects the data from the process and understands the current quality or operational performance levels. Additionally, the measurement criteria such as how to measure, when to measure, and who will measure are established. In the Analyse phase, the business process and the data generated from the measurement phase are studied to understand the root causes of the problem. In the Improvement phase, possible improvement actions are identified and prioritized. These are then tested and the improvement action plan is finalized. In the last phase, which is the Control phase, the Six Sigma team goes for a full-scale implementation of the improvement action plan and sets up controls to monitor the system in order to sustain the gains.
In the era of competitive business environment due to increase in global competition, intensified by deregulation, total quality management (TQM) is viewed as a strategy to meet or exceed customer’s requirements and expectations. TQM seeks excellence in all aspects of business through organisation-wide continuous improvement, commitment by all, and customer focus. The benefits of TQM can be achieved through identifying the sets of common TQM principles and practices as applicable to the manufacturing and service industries. These sets of TQM practices if implemented properly will result to successfully implementation of TQM. TQM practices are defined by many authors. Rockart (1979) defined TQM practices as “the limited number of areas in which results, if they are satisfactory, will ensure competitive performance for organisation”. Also, Boynton and Zmud (1984) explained TQM practices as “those few things that must go well to ensure success”. These definitions emphasise gaining a competitive edge and are applicable to all the sectors. The concept of TQM philosophy and its principles is quite old and was introduced into the USA around 1980, primarily in response to the severe competitive challenge from Japanese companies (Prajogo, 2005). Initially, the attention was towards manufacturing industries with little consideration being given to the service industries largely because of the domination of researchers from the engineering and operations discipline (Khamalah and Lingaraj, 2007; Redman and Mathews, 1998). The emergence of TQM philosophy in service industries has been a recent development and is being applied from last two decades. The study by Saraph et al. (1989) comes out with the concept of applying TQM practices in service industries and was the first study in this direction where a set of identified TQM practices were considered in both manufacturing and service industries. Literature survey of manufacturing on TQM is quite encyclopedic, encompassing an overabundance of research works (Saraph et al., 1989; Flynn et al., 1994; Ahire et al., 1996; Black and Porter, 1996; Terziovski and Samson, 1999) while the extant review of the literature on service revealed that it is young and recent emerging area in the field of service quality, human resource management (HRM), and customer perception (Zeithaml et al., 1990; Schneider and Bowen, 1995). These plethoras of studies have often appeased to produce mixed results, but in general TQM has been credited in providing benefits for the organisations that implement it properly. This has been proven by studies that have involved wide-range of surveys, empirical studies, and case studies (Talib and Rahman, 2010b; Pramod et al., 2008; Samson and Terziovski, 1999; Fryer et al., 2007; Sureshchandar et al., 2002; Ueno, 2008; Bayazit and Karpak, 2007). Following the success of TQM in manufacturing, practitioners and academicians have started to study the potential of transferring and applying the TQM principles and practices to the service industries and suggested its applicability in it. Although there are some characteristics that distinguish the service industries with the manufacturing industries like intangibility, co-production, inseparability, and heterogeneity of the outputs of services that may affect the transfer of the TQM principles and practices to service environment which is in contrast to there in the manufacturing industries that are more measurable and standardised in their specifications (Prajogo, 2005; Sureshchandar et al., 2001) and thus, causes difficulties for the service providers in controlling the quality of the service output before delivering them to customers as is normally done with manufacturing products. On the other hand, the literature on manufacturing and service industries has suggested that TQM is advanced now and is accepted as a management philosophy that embodies a set of generic core principles which are unconstrained by industry-unique considerations (Dean and Bowen, 1994). A number of studies have examined the difference in TQM implementation between the manufacturing and service industries. The study by Woon (2000) conducted on Singaporean companies used a sample size of 240 organisations consisting of 130 manufacturing and 110 service organisations. The study found that service organisations generally showed a lower level of TQM implementation than the manufacturing counterpart, particularly in terms of the elements of information and analysis, process management (PM), and quality performance. On the other hand, no significant difference was found with respect to the elements of leadership, human resources, and customer focus.
Mehra and Ranganathan (2008) examines the role of TQM towards enhancing customer satisfaction using meta-analysis approach on existing research studies on TQM and customer satisfaction in manufacturing and service industries (four research studies from each industry) and found that successfully adopted quality management (QM) practices positively impact customer satisfaction level. They further argued that organisational focus on customers also increases, resulting in enhanced business performance. Fotopoulos and Psomas (2009) explore the relationship between ‘soft’ and ‘hard’ TQM elements and QM results on 370 Greek companies (manufacturing, commercial, service industry). There findings proved that the quality improvement and consolidation of the company’s market position are influenced mainly by adopting ‘soft’ TQM elements and secondarily ‘hard’ TQM elements.
Antony et al. (2002) identified seven critical success factors (CSFs) in the study of 17 manufacturing and 15 service companies of Hong Kong. These seven CSFs were found to be applicable to both the sectors: training and education (TE); quality data and reporting; management commitment; customer satisfaction and orientation; role of quality department; communication to improve quality; and continuous improvement. Huq and Stolen (1998) investigated the contrast of TQM implementation between 18 manufacturing and 18 service companies based on 19 TQM dimensions. They conclude that the service firms apply TQM practices selectively as opposed to the manufacturing firms, which apply the full range of TQM practices. However, the study also found no significant difference in the level of TQM concepts followed by the manufacturing and service companies. Solis et al. (1998) compared the QM practices and quality results between Taiwanese manufacturing and service companies, based on a survey of 131 manufacturing and 109 service companies. The results presented eight critical factors of QM: quality information and analysis; human resources management; quality assurance; supplier quality; customer orientation; quality citizenship, and company quality results. The study shows significant differences between the manufacturing and service companies with manufacturing companies performing well in six critical dimensions of QM as well as in quality results.
A recent study by Talib and Rahman (2010a) provides an overview of the impact of TQM in different service industries like: health-care; banking; food and distribution; education; and IT/IS and contributed the relevancy of TQM in these service industries. Another study by Beaumont et al. (1997) presented a comparative analysis of the attitudes to and the use of QM practice in Australia’s manufacturing and service industries. They discussed the attitudes towards the use of factors which encourage or discourage the implementation of QM practices in these two sectors and finds that manufacturing uses QM practices more than the service sector. Finally, Lagrosen and Lagrosen (2003) concluded that QM and business performance have a stronger relationship for manufacturing organisations than for service organisations. Based on the above literature review, it is concluded that there are many studies on the implementation of TQM practices in the manufacturing and service sectors but no study has been conducted to identify a set of common and identical TQM practices as applicable for both the sectors for successful TQM implementation. Although, this study shares a similar purpose with the previous studies by examining the extent of implementation of TQM and its practices in the manufacturing and service industries, but it goes beyond the earlier studies, by examining the difference between TQM practices in the manufacturing and service industries individually and then comparing them for their commonalities with respect to their implementation in both these sectors.
While, in the previous TQM studies, no such type of comparisons was conducted. The studies by Prajogo (2005), Saraph et al. (1989) and Huq and Stolen (1998) included both manufacturing and service industries in their study, but they did not examine a comparison of TQM practices for their commonalities in these two sectors. Accordingly, there is a need to focus on this issue and therefore, this study tries to fill this gap by conducting an extensive literature review on the TQM practices in manufacturing and service industries by adopting a detailed research methodology as discussed in next section.
The aim of the present study is to identify the set of TQM practices in manufacturing industries as well as in service industries and to compare these sets of identified TQM practices, and find out a set of common practices applicable to both the sectors so that the same set of TQM practices can be adopted by the practitioners and academicians for successful implementation of TQM in their organisation to achieve business excellence and customer satisfaction.
Further, the scope of the present study is to provide managers and practitioners an option of which principles and practices to include and which principles and practices not to include in a quality improvement programme. The remainder of the paper is organised as follows. The next section specifies research objectives and methodology adopted, in detail. The section after provides an overview of TQM practices in manufacturing industries and then overview of TQM practices in service industries followed by results and analysis section of the study. Conclusions are provided in the final section including the implications to managers and scope for further study.
It is frequently argued that IT is a very important factor in increasing productivity and reducing costs, although some studies show contradictory results. Evidence of positive and significant returns from IT investment can be found in Brynjolfsson and Hitt, Dewan and Min and Kelley whilst Loveman, Powell and DentMicalef and Strassmann found that IT had no significant effect on productivity or competitive advantage. Using country-level data, Dewan and Kraemer found that IT investments have a positive and significant effect on GDP output in developed countries but not in developing ones. Manufacturers and service providers seeking continuous improvements in business performance apply various means for improving quality, reducing costs and increasing productivity. These include Total Quality Management (TQM), Total Productive Maintenance (TPM), Business Process Re-engineering (BPR), Manufacturing Resources Planning (MRP), Just-in-Time (JIT), etc. Weston claims that all these interventions rely on IT, since they act as a feedback mechanism to users who are keen to measure productivity and, in addition, they also serve as the means to get rapid and more accurate information, improve communication links, and facilitate the implementation of advanced tools, systems and modelling techniques. There is little doubt that applications of IT affect all sections and functions of a company, therefore, it is argued that IT also must affect Total Quality Management (TQM). This paper examines the way in which TQM is influenced by IT and the role of IT in TQM interventions. Before considering the influence of IT on TQM it is necessary to define what is meant by the term TQM. We used the TQM dimensions identified by Ahire et al., Flynn et al. And Saraph et al. To identify the key TQM dimensions used in this study (see Table 1). Accordingly, eight key TQM dimensions were identified: top management support, workforce management, employees’ attitudes and behaviour, customer relationship, supplier relationship, product design process and process flow management. Figure 1 offers a brief description about each TQM dimension. In recent years quality award programs such as the European Quality Award and the Malcolm Baldrige Award (MBNQA), have brought attention to quality issues and helped to clarify the meaning and the key constituents of quality management. After comparing the key elements included in our TQM definition with the building blocks of the EFQM and MBNQA frameworks (see Table 1) we can conclude that, as a whole, the TQM definition used in this study is consistent with EFQM and MBNQA frameworks. However, there are two exceptions: the product design process and quality data and reporting, which are not considered in the EFQM framework. Much has been written about how IT might be used to enhance TQM, see for example: Ayers, Zadrozny and Ferrazzi, Berkley and Gupta and Cortada [26]. Sobkowiak and LeBleu and Pearson and Hagmann emphasise the key roles that information and IT play in TQM. Specific IT applications in various aspects of TQM have been described by: Miller, Aiken et al, Goodman and Darr, Khalil, Kaplan, Kock and McQueen and Counsell. Some studies have considered how IT is related to organizational performance measures. For example, Byrd and Marshall employed causal model analysis to relate IT investment to organisational performance whilst Rogers et al. Examined the relationship between utilisation of IT and company performance in the warehouse industry. Although Rogers et al. Provided empirical evidence of the importance of IT in quality performance, the role of IT in TQM environments was not investigated. Torkzadeh and Doll devised and applied a construct to measure the perceived impact of IT on work (i.e., only one of the eight TQM dimensions).
BENCHMARKING-
Benchmarking is the process of comparing the cost, cycle time, productivity, or quality of a specific process or method to another that is widely considered to be an industry standard or best practice. Essentially, benchmarking provides a snapshot of the performance of your business and helps you understand where you are in relation to a particular standard. The result is often a business case for making changes in order to make improvements. The term benchmarking was first used by cobblers to measure one’s feet for shoes. They would place the foot on a "bench" and mark to make the pattern for the shoes. Benchmarking is most used to measure performance using a specific indicator (cost per unit of measure, productivity per unit of measure, cycle time of x per unit of measure or defects per unit of measure) resulting in a metric of performance that is then compared to others.
Also referred to as "best practice benchmarking" or "process benchmarking", it is a process used in management and particularly strategic management, in which organizations evaluate various aspects of their processes in relation to best practice, usually within a peer group defined for the purposes of comparison. This then allows organizations to develop plans on how to make improvements or adopt best practice, usually with the aim of increasing some aspect of performance. Benchmarking may be a one-off event, but is often treated as a continuous process in which organizations continually seek to challenge their practices.
Types of benchmarking
1) Process benchmarking
The initiating firm focuses its observation and investigation of business processes with a goal of identifying and observing the best practices from one or more benchmark firms. Activity analysis will be required where the objective is to benchmark cost and efficiency; increasingly applied to back-office processes where outsourcing may be a consideration.
2) Financial benchmarking
Performing a financial analysis and comparing the results in an effort to assess your overall competitiveness.
3) Performance benchmarking
Allows the initiator firm to assess their competitive position by comparing products and services with those of target firms.
4) Product benchmarking
The process of designing new products or upgrades to current ones. This process can sometimes involve reverse engineering which is taking apart competitors’ products to find strengths and weaknesses.
5) Strategic benchmarking
Involves observing how others compete. This type is usually not industry specific meaning it is best to look at other industries.
6) Functional benchmarking
A company will focus its benchmarking on a single function in order to improve the operation of that particular function. Complex functions such as Human Resources, Finance and Accounting and Information and Communication Technology are unlikely to be directly comparable in cost and efficiency terms and may need to be disaggregated into processes to make valid comparison.
Procedure
The following is an example of a typical shorter version of the methodology:
1. Identify your problem areas
Because benchmarking can be applied to any business process or function, a range of research techniques may be required. They include: informal conversations with customers, employees, or suppliers; exploratory research techniques such as focus groups; or in-depth marketing research, quantitative research, surveys, questionnaires, re-engineering analysis, process mapping, quality control variance reports, or financial ratio analysis. Before embarking on comparison with other organizations it is essential that you know your own organization's function, processes; base lining performance provides a point against which improvement effort can be measured.
2. Identify other industries that have similar processes
For instance if one were interested in improving hand offs in addiction treatment, he/she would try to identify other fields that also have hand off challenges. These could include air traffic control, cell phone switching between towers, transfer of patients from surgery to recovery rooms.
3. Identify organizations that are leaders in these areas
Look for the very best in any industry and in any country. Consult customers, suppliers, financial analysts, trade associations, and magazines to determine which companies are worthy of study.
4. Survey companies for measures and practices
Companies target specific business processes using detailed surveys of measures and practices used to identify business process alternatives and leading companies. Surveys are typically masked to protect confidential data by neutral associations and consultants.
5. Visit the "best practice" companies to identify leading edge practices
Companies typically agree to mutually exchange information beneficial to all parties in a benchmarking group and share the results within the group.
6. Implement new and improved business practices
Take the leading-edge practices and develop implementation plans which include identification of specific opportunities, funding the project and selling the ideas to the organization for the purpose of gaining demonstrated value from the process.
Process Failure Mode and Effects Analysis must be done in a step-wise fashion since each step builds on the previous one. Here’s an overview of the 10 steps to a Process FMEA.
STEP 1: Review the process
- Use a process flowchart to identify each process component.
- List each process component in the FMEA table.
- If it starts feeling like the scope is too big, it probably is. This is a good time to break the Process Failure Mode and Effects Analysis into more manageable chunks.
STEP 2: Brainstorm potential failure modes
- Review existing documentation and data for clues about all of the ways each component can failure.
- The list should be exhaustive – it can be paired down and items can be combined after this initial list is generated.
- There will likely be several potential failures for each component.
STEP 3: List potential effects of each failure
- The effect is the impact the failure has on the end product or on subsequent steps in the process.
- There will likely be more than one effect for each failure.
STEP 4: Assign Severity rankings
- Based on the severity of the consequences of failure.
STEP 5: Assign Occurrence rankings
- Rate the severity of each effect using customized ranking scales as a guide.
STEP 6: Assign Detection rankings
- What are the chances the failure will be detected prior to it occurring.
STEP 7: Calculate the RPN
- Severity X Occurrence X Detection
STEP 8: Develop the action plan
- Decide which failures will be worked on based on the Risk Priority Numbers. Focus on the highest RPNs.
- Define who will do what by when.
STEP 9: Take action
- Implement the improvements identified by your Process Failure Mode and Effects Analysis team.
STEP 10: Calculate the resulting RPN
- Re-evaluate each of the potential failures once improvements have been made and determine the impact of the improvements.
TYPES
The two most common types of FMEAs are Design-FMEAs or DFMEAs and Process-FMEAs or PFMEAs. Similar principles and steps are followed for both Design and Process FMEAs.
Design-FMEAs
The primary objective of a Design-FMEA is to uncover potential failures associated with the product design that could cause:
- Product malfunctions
- Shortened product life
- Safety hazards while using the product
Design-FMEAs should be used throughout the design process – from preliminary design until the product goes into production.
Process-FMEAs
Process-FMEAs uncover potential failures that can:
- Impact product quality
- Reduce process reliability
- Cause customer dissatisfaction
- Create safety or environmental hazards
Ideally, Process-FMEAs should be conducted prior to start-up of a new process, but they can be conducted on existing processes as well.
Other Types of FMEAs
FMEA-MSRs – Supplemental FMEAs for Monitoring and System Response have been introduced as part of the 2019 AIAG-VDA FMEA guidelines. This unique FMEA is done in addition to a DFMEA not in place of it. FMEA-MSRs focus on potential failure causes that might occur when the customer is operating the product. The effects of the failure cause on the system, vehicle, people and regulatory compliance are considered in terms of whether the failure causes or failure modes will be detected by the system or whether the failure effects will be detected by the driver/operator.
System-FMEA – System-FMEAs (SFMEAs) are used to analyse a compilation of subsystems. The focus of SFMEAs is on system-related deficiencies such as: Integration, interactions, interfaces between subsystems; Interactions with the immediate or adjoining surroundings; Interactions with workers; system safety considerations.
Machinery FMEA – Machinery-FMEAs (MFMEAs) are used to assess and increase reliability of the machinery. MFMEAs can lead to the incorporation of failure prevention measures, automated fail-safe shutdown techniques to minimize either equipment damage or product defects and the reduction of both planned and unplanned downtime.
Software FMEA – Software-FMEAs (SW-FMEAs) study the programming logic that goes into generating reports or controls associated processes. A Software-FMEA can be conducted on software under development or existing software already in use.
Service FMEA – A Service-FMEA is conducted on transactions. Since a transaction is actually a process, PFMEA techniques are used. Obviously, some of the rating criteria for Severity and Detection must be customized so that it applies to transactions.
References:
1. Course Notes - National Institute of Technology, Calicut
2. Production and Operation Management - DDCE Utkal University




