Metrology
Limit is nothing but two (upper and lower) extreme permissible sizes between which the actual size is contained.
It is defined as the degree of looseness or tightness between two mating parts.
Fit refers to the mating of two mechanical components. Manufactured parts are very frequently required to mate with one another. They may be designed to slide freely against one another or they may be designed to bind together to form a single unit. The most common fit found in the machine shop is that of a shaft in a hole.
Types of Fits:
There are three general categories of fits:
1) Clearance fits for when it may be desirable for the shaft to rotate or slide freely within the hole.
2) Transition fits for when it is desirable that the shaft to be held precisely, yet not so tightly that it cannot be disassembled, this is usually referred to as a Location or Transition fit.
3) Interference fits, for when it is desirable for the shaft to be securely held within the hole and it is acceptable that some force be necessary for assembly.
Clearance Fit:
Interference Fit:
Transition Fit:
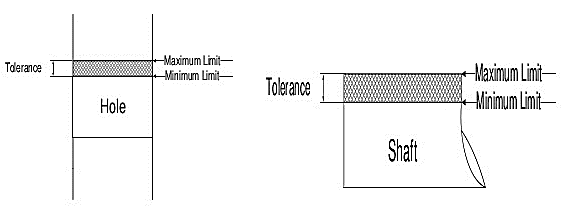
It is defined as the difference between maximum limit and minimum limit of the hole or shaft.
Need of Tolerance:
Types of Tolerances:
Unilateral Tolerance:
Bilateral Tolerance:
Linear measurement means measurement between two points or planes. It is basically related with distance between them using line or end standard. Equipment's for linear measurement are:
Angular Measurement:
Vernier Bevel protractor:
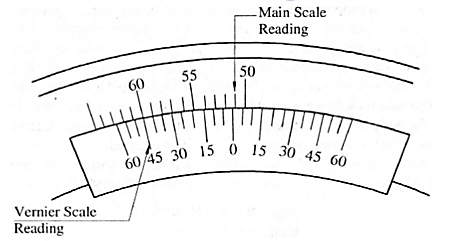
Fig. Vernier Bevel protractor
Optical Instruments for Angular Measurement:
Autocollimator:
The instrument is so sensitive that air currents between the optical path and the target mirror can cause fluctuations in the readings.
An autocollimator is housed inside a sheet-metal or a PVC plastic casing to ensure that air currents do not hamper measurement accuracy.
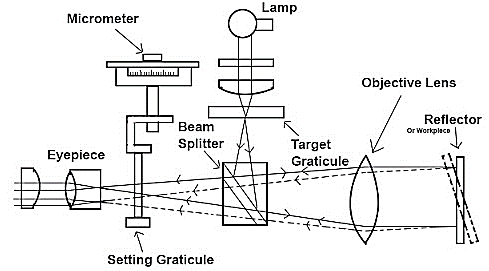
Fig. Autocollimator

Fig. Clinometers
Basic Principle:
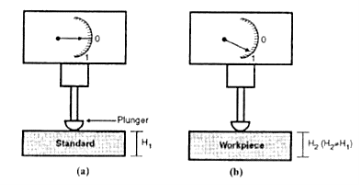
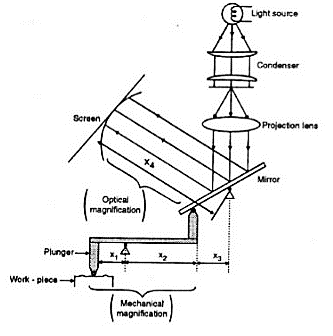
Mechanical-Optical Comparators:
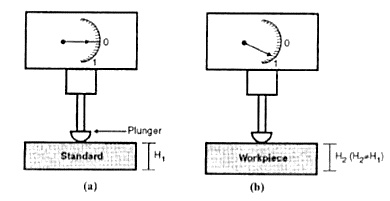
Fig. Mechanical-Optical Comparators:
Principle:
It works based on fundamental optical law as the edge of the shadow is projected on a curved graduated scale to indicate the comparison measurement.
Advantages: -
1. Less friction and inertia effect and higher accuracy
2. High magnification
3. Enables readings to be taken irrespective of room lighting conditions
4. High range and no parallax
Disadvantages: -
1. Requires light source
2. Large and expensive
3. Inconvenient for continuous use
4. Instrument setting may drift
Uses of Comparators:
Comparators can be used as:
1. Laboratory Standards
2. Working Gauges
3. Final Inspection Gauges
4. Receiving Inspection Gauges
5. For Checking Newly Purchased Gauges
1. Robust Design and Construction
2. Linear Characteristics of Scale
3. High Magnification
4. Quick in Results
5. Versatility
6. Minimum Wear of Contact Point
7. Free from oscillations and back lash
8. Quick Insertion of Work piece
9. Adjustable table
10.Compensation from Temperature Effects
11.Means to Prevent Damage
The tolerances and their dispositions for gauges depend on the following:
1) The nominal size of the product.
2) The tolerance grade of the product.
3) The type of gauge e.g., plug, ring Gap etc.
Important Points for Gauge Design Points to be considered while designing gauges:
1. The GO gauges should be replica of the mating parts.
2. GO gauges, enables several related dimensions to be checked simultaneously.
3. In inspection, GO gauges must be put into conditions of maximum impassability.
4. NOT GO gauges check a single element of feature at a time.
5. In inspection, NOT GO gauges must be put into conditions of maximum possibility.
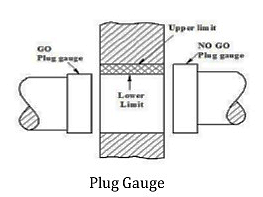
Fig. GO and NOT GO limits of plug gauge
Material for Gauges:
If two rays of same wavelength meet at some point, mutual interference occurs & natural interference depends on Phase of two waves at their meeting point.
If two rays are in same phase, then resulting intensity will be the sum of two intensity.
•If two rays are out of phase, then resulting intensity will be the difference of two intensity.
•If two rays having same amplitude are out of phase, then resultant will be zero & result will be Dark spot.
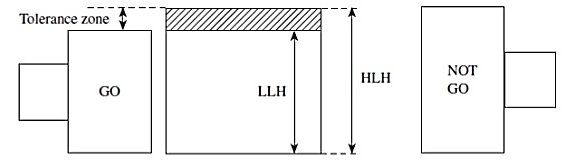
Fig. Two waves of different wavelength, out of [phase by 180 degrees
•If two rays having same amplitude are in same phase, then resultant will be twice & result will be Bright spot.
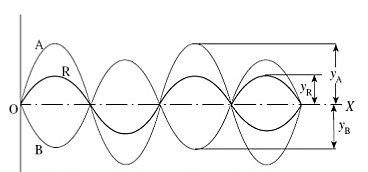
Fig. Two waves of different amplitude are in same phase
Tool wear:
Tool subjected to:
1. Forces
2. Temperature
3. Sliding action
After continuous use for some time, tool gives unsatisfactory or inefficient performance.
Unsatisfactory or inefficient performance is due to “Tool Wear or Tool failure”. Consequences:
1. Loss of dimensional accuracy
2. Increased surface roughness
3. Increased power requirement
4. Excessive vibration and abnormal sound (Chatter)
5. Total breakage of the tool
Tool is replaced or reconditioned usually by grinding.
Tool Wear depending factors:
1. Type of tool material and its hardness
2. Type and condition of work piece material
3. Dimensions of cut (Feed and depth of cut)
4. Cutting speed
5. Tool geometry
6. Tool temperature (function of cutting speed, feed and depth of cut)
7. Type of cutting fluid
Classification of Tool Wear
1. Flank wear
2. Crater wear on tool face
3. Localized wear such as the rounding of Cutting edge
4. Chipping of the cutting edge
Surface integrity is the study and control of this subsurface layer and the changes in it that occur during processing which may influence the performance of the finished part or product.
Surface integrity is the study and control of this subsurface layer and the changes in it that occur during processing which may influence the performance of the finished part or product
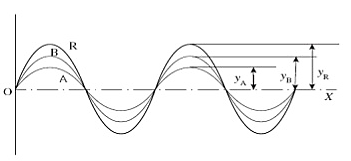
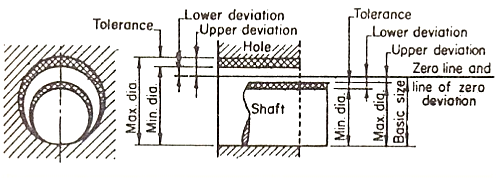
Fig. Problem of selective assembly
Tolerance Analysis:
Machining of micro parts is not literally correct.
Removal of material in the form of chips or debris having the size in the range of microns.
Creating micro features or surface characteristics (especially surface finish) in the micro/nano level.
Definition: material removal at micro/nano level with no constraint on the size of the component being machined.
Why Micro machining?
Machining Accuracy:
References:
1. Kalpakjian and Schmid, Manufacturing processes for engineering materials (5th Edition)-Pearson India, 2014.
2. Taha H. A., Operations Research, 6th Edition, Prentice Hall of India, 2003.
3. Shenoy G.V. and Shrivastava U.K., Operations Research for Management, Wiley Eastern,1994.




