Unit-5
Waste water Treatment
5.1.1 Unit operations
Municipal wastewater treatment typically comprises a string of physical, chemical, and biological processes aimed at the removal of the polluting load and the production of a final product that can safely be disposed of in watercourses and/or reused.
Of the various processes involved, physical processes, which are also commonly referred to as unit operations, play a major role throughout the various treatment stages. In a conventional wastewater treatment plant (WWTP), one can easily identify several such stages and typical efficiencies in terms of biochemical oxygen demand (BOD) and suspended solids (SS) removal.
1. Preliminary treatment (also referred to as pretreatment) - It aims to remove bulky and large solids, thus preconditioning the effluent prior to the remainder of the treatment. This stage involves several unit operations such as screening, comminuting, and sedimentation for grit removal, skimming, and flow equalization.
2. Primary treatment - Unit operations such as sedimentation and flotation are employed to remove the suspended and colloid fractions of the effluent.
3. Secondary treatment - It aims to remove organic material through biological processes.
4. Tertiary or advanced treatment - It aims to remove nutrients such as nitrogen and phosphorous, residual suspended solids, inorganic and toxic and refractory organics that have escaped from previous stages. This can be done through physical (e.g., filtration, screening, air stripping, adsorption, ion exchange), chemical (precipitation, oxidation), or biological processes. However, with the exception of very few countries that have nutrient removal regulations for ecological reasons, typical WWTPs do not go beyond secondary treatment.
5. Disinfection - Disinfection removes water pathogens by chemical (e.g., chlorination or ozonation) or physical processes (e.g., UV irradiation). The treated effluent can then be safely discharged in natural receivers or partially reused (e.g., for irrigation).
6. Sludge treatment - Sludge treatment includes processes such as thickening, dewatering, drying, and digestion and aims to reduce the volume of the sludge to be handled as well as to stabilize biologically the final product, which is usually then sent to landfills (although it also may be used as fertilizer or fuel).
Key Takeaways:
5.1.2 Processes and flow sheets
5.1.2.1 Reactor
It refers to vessel or containment structure along with all of its appurtenances in which the unit operation or unit process takes place. Although these two processes are natural phenomena but they may be initiated, enhanced or otherwise controlled by altering the environment in the reactor. Reactor designing is a very important aspect of wastewater treatment and requires a thorough understanding of the unit operations and unit processes involved.
5.1.2.2 Wastewater Treatment System
It is composed of a combination of unit operations and unit processes designed to reduce certain constituents of wastewater to an acceptable level.

 Municipal Wastewater Treatment System Primary treatment
Municipal Wastewater Treatment System Primary treatment
 Secondary treatment
Secondary treatment
 Tertiary treatment
Tertiary treatment
5.1.2.2.1 Primary Treatment
Removal of solid materials from the incoming wastewater. Large debris may be removed by screening or may be reduced in size by grinding devices. Inorganic solids are removed by grit channels while suspended organic solids are removed by sedimentation.
5.1.2.2.2 Secondary Treatment
It consists of biological conversion of dissolved and colloidal organics into biomass that can be subsequently removed by sedimentation.
Two systems may be used in this treatment:
a) Activated Sludge System: In this system, contact between micro-organisms and the organics is optimized by suspending the biomass in the wastewater. Recirculation of a portion of the biomass maintains a large number of organisms in contact with the wastewater and speeds up the conversion process.
b) Trickling Filter system: In this system, contact between micro-organisms and organics is optimized by passing the wastewater over a film of biomass attached to solid surfaces. Stones or other solid media are used to increase the surface area for biofilm growth. Mature biofilms peel of the surface and are washed out to the settling basin with the liquid under flow.
Secondary systems produce excess biomass that is biodegradable through endogenous catabolism and by other micro-organisms. Secondary sludges are usually combined with primary sludge for further treatment by anaerobic digestion. The results are gaseous end products, mainly methane and CO2, liquids and inert solids. Liquids contain large concentrations of organic compounds and are recycled through the treatment plant. The solid residue has a high mineral content and may be used as a soil conditioner and fertilizer on agricultural lands.
5.1.2.2.3 Tertiary Treatment
It often involves further removal of suspended solids and or the removal of nutrients. Solids removal may be accomplished by filtration and phosphorus & nitrogen compounds may be removed by combinations of physical, chemical and biological process.
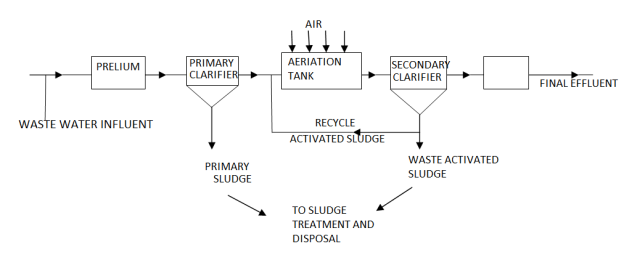
Fig.1: Flow Sheet of Waste Water Treatment
Key Takeaways:
5.2.1 Secondary sedimentation and theory of organic matter removal
The effluent from the primary sedimentation tank contains about 60-80% of the unstable organic matter originally present in sewage. This colloidal organic matter, which passes the primary clarifiers, without settling there, has to be removed by further treatment. This further treatment of sewage is called secondary treatment in which biological and chemical processes are used to remove most of the organic matter. The secondary treatment is directed principally towards the removal of biodegradable organics and suspended solids.
The secondary treatment is carried out by changing the character of the organic matter and thus converting it into stable forms. The character of sewage may be changed by different methods- broadly c1assified as under:
i) Filtration
ii) Activated Sludge Process
iii) Trickling Filter
These two processes he1p in changing the unstable organic matter into stable forms and thus ensuring their removal, when the effluent from these units is settled into secondary sedimentation tanks.
All secondary treatment processes are designed to work on aerobic bacterial decomposition as the aerobic decomposition does not produce bad smells and gases as are produced by the anaerobic decomposition and besides this the aerobic bacteria are three times more active than anaerobic bacteria at 30°C.
5.2.1.1 Filtration
In filtration, filter units are used which consist of open beds of coarse aggregates over which sewage is sprinkled intermittently. The necessary contact surface for the growth of aerobic bacteria is provided by aggregates in the bed and the aeration is provided by nature.
There are various kinds of filters that are commonly used either singly or in combination for giving secondary treatment to sewage. All these filters try to oxidize the unstable organic matter into stable forms mainly by aerobic decomposition. Different types of filters which may be used in sewage treatment are as under:
a) Contact beds
b) Intermittent sand filters and
5.2.1.1.1Contact beds
Also known as contact filters. In these filters, sewage is kept in contact with the filtering media for a certain period. As the sewage percolates through the filtering media, fine colloidal organic matter is trapped in the voids between the particles of filtering media due to which an organic film is produced around the particles of filtering media. A large number of bacteria present in this film will carry out the aerobic decomposition of organic matter present in this film. Filter is left empty for a certain period to make the sufficient oxygen available for the growth of aerobic bacteria. Filter during this period will absorb oxygen from the atmosphere and will complete the oxidation process. The stabilized organic matter produced during this cycle will be washed away by the fresh sewage in the next cycle of operation.
Although the contact beds produce satisfactory effluent and consume little head, still they are generally not adopted these days because their rate of loading is quite less and they thus require large land areas for their installation. Besides this, their intermittent operation requires continuous attendance. All these factors make them unsuitable for use in modern days.
5.2.1.1.2 Intermittent sand filters
They were the earlier forms of biological units of sewage treatment but are now rarely used because of their large area requirement. They may still however, be used at certain places to give highly nitrified and polished effluent such as in case of treating sewage from tuberculosis hospitals.
They are more or less like contact beds with the difference that the contact media here is finer than that in the contact beds and also there is no concrete lining around the filter media as was in the contact beds.
Effluent obtained from these filters is of excellent quality with suspended solids less than 10 ppm and BOD less than 5 ppm. This effluent is better than that obtained from any other ordinary type of sewage treatment and can be disposed of even without dilution. However, these filters require large land areas and huge quantities of sands for their installations due to low rate of loading. These filters cannot, therefore, be economically used at larger plants.
Key Takeaways:
5.2.2 Working of activated sludge process
This is also a secondary or biological treatment process and may be used in place of trickling filter. The activated sludge process was developed in England in 1914 by Ardem and Lockett and was so named because 'it involved the production of an activated mass of micro-organisms capable of stabilizing a waste aerobically.
The activated sludge process provides an excellent method of treating either raw sewage or more generally the settled sewage. The sewage effluent from primary sedimentation tank, is mixed with 20-30% of own volume of activated sludge, which contains a large concentration of highly active aerobic microorganisms. In the aeration tank, the mixture of sewage and microorganisms are mixed together with large quantity of air for about 4-8 hours. Under these conditions, the moving organisms will oxidize the organic matter and the suspended and colloidal matter tends to coagulate and form a precipitate, which settles down readily in the secondary settling tank. The settled sewage (containing microorganisms) called activated sludge is then recycled to the head of aeration tank to be mixed again with the sewage being treated.
The activated sludge is a light to dark brown flocculent material which settles quickly, contains many filamentous and unicellular bacteria and protozoa and metazoan in the other part. The protozoa ingest and assimilate organic matter of the sewage and thereby contribute their own bodies and end products to the sludge. Sewage supplies nutrient to the living organisms and aeration provides oxygen to them.
The effluent obtained from a properly aerated activated sludge plant is of high quality, usually having a lower BOD than that of a trickling filter plant. BODremoval is up to 80-95% and bacteria removal is upto 90-95%. Moreover, land area required is also quite less. But, however, in this process, a rather close degree of control is necessary in operation to ensure:
a) That an ample supply of oxygen is present.
b) That there is intimate and continuous mixing of the sewage and the activated sludge.
c) That the ratio of the volume of activated sludge added to the volume of sewage being treated is kept practically constant.
When a new plant is put into operation, a period of about four weeks may be required to form a suitable return sludge and during this period, almost all the sludge from the secondary sedimentation tank will be returned through the aeration tank.
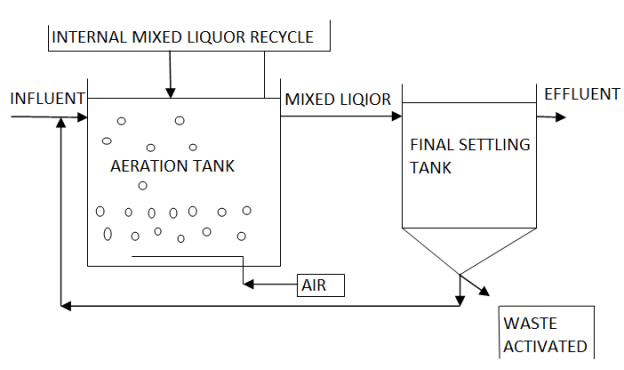
Fig.2: Activated Sludge Process
5.2.2.1 Aeration tanks of an activated sludge plant
The aeration tanks are normally rectangular tanks. 3-4.5 m deep and about 4-6 in wide. The length may range between 20-200 m and the detention period between 4-8 hours for municipal sewage. Air is continuously introduced into these tanks.
5.2.2.2 Methods of aeration
Basically there are two methods of introducing air into the aeration tanks i.e.
5.2.2.2.1 Diffused air aeration or air diffusion
In this method, compressed air under a pressure of 0.35 to 0.7 kg/cm2 is introduced into the aeration chambers, through diffusion plates or other devices, called diffusers- porous plates and porous tubes made up of quartz or crystalline alumina and capable of diffusing air in small bubbles, so as to provide the greatest possible efficiency of aeration. Plates are generally square in shape with dimensions of 30 cm × 30 cm and are usually 25 mm thick which are fixed at the bottom of aeration tanks. Tube diffusers are generally 60 cm long with internal diameter of 75 mm and thickness of wall equal to 15 mm. These tubes are suspended in the aeration tank and can be taken out for cleaning, without emptying the tank. This type of aeration is achieved in different types of aeration tanks as under:
5.2.2.2.2 Mechanical aeration
In the air diffusion method, a lot of compressed air (90-95%) gets wasted, as it simply escapes through the tank without giving oxygen to the sewage, although it helps in bringing about required agitation of sewage mixture. To combat this problem, in mechanical aeration method, atmospheric air is brought in contact with the sewage and sewage is stirred up by means of mechanical devices like paddles to introduce air into it from the atmosphere by continuously changing the surface of sewage by circulation of sewage from bottom to top. Aeration period depends on the mechanical process adopted for agitation and it generally varies between 6-8 hours. Two types of aerators are used in this type of aeration e.g.
5.2.2.2.3 Combined diffused and mechanical aeration
In this method, the diffused air aeration as well as mechanical aeration is combined together in a single unit. A well known type of such an aerator unit is called Dorroco aerator. In this type of aerator, the aeration of sewage is achieved by diffusing air through bottom diffuser plates as well as by rotating paddles at the rate of 10-12 rpm. Spiral motion, so set up, brings about the required aeration.
Such an aerator is very efficient; detention period is smaller (3-4 hours) and requires less amount of compressed air as compared to the diffused air aeration.
5.2.2.2.4 Bulking and foaming sludge in an activated sludge treatment plant Foam
Form formation and poorly settling sludge are the two most common problems of the activated sludge process. A sludge that exhibits poor settling characteristics is called a bulking sludge. Filamentous micro-organisms such as fungi, filamentous sulphur bacteria and other types of bacteria such as Nocardia amorae, Microthrixparvicella etc. have been found to be responsible for a bulked sludge. This problem can be controlled by:
Classical control measures like adjustment of F: M (food: Microorganism) ration, raising or lowering of dissolved oxygen content or application of a disinfectant, removal of carbohydrate rich waters are found to help in controlling filamentous micro-organisms.
Another problem encountered in the secondary clarifiers of an activated sludge plant is the rising sludge caused by denitrification which results in the formation of nitrogen gas bubbles, which lifts up the settled sludge, thereby deteriorating the quality of the clarified effluent.
5.2.2.2.5 Advantages of an activated sludge process
5.2.2.2.6 Disadvantages of activated sludge process
Key Takeaways:
5.2.3 Trickling filters
These filters are also known as sprinkling or percolating filters. The conventional trickling filters and their improved form known as high rate trickling filters are now almost universally adopted for giving secondary treatment to sewage.
Trickling filter is a bed of crushed stone, gravel or slag of relatively large size to which the settled sewage is applied by sprinkling on the surface. The applied sewage trickles in a thin film over the surface of filtering media which have become coated with a zoogloeal film. This zoogloeal film includes zoogloeal forming and other bacteria, fungi, protozoa and algae. Both suspended and dissolved solids come in contact with this film. As the condition is aerobic, a large number of aerobic bacteria will inhabit the film, reacts with the organic solids either in suspended, colloidal or dissolved form. This brings about the reduction of biological oxygen demand (BOD), ammonia, organic nitrogen etc. In order to ensure the large .scale growth of the aerobic bacteria sufficient quantity of oxygen is supplied by providing suitable ventilation facilities in the body of the filter and also to some extent by the intermittent functioning of the filters. The contact between filter media and wastewater is allowed only for a short time. The bed is then drained and allowed to rest before the next cycle is repeated. A typical cycle requires 12 hours (6 hours for operation and 6 hours for resting). Temperature will affect the efficiency of tickling filters. In warm climate, the efficiency of BOD removal by trickling filters is higher.
The effluent obtained from the filter must be taken to secondary sedimentation tank for settling out the organic matter, oxidized while passing down the filter. The sewage influent entering the filter must be given pretreatment including screening and primary sedimentation.
5.2.3.1 Construction and operation of trickling filter
Trickling filter tanks are generally constructed above the ground. They may either be rectangular or more generally circular. Rectangular filters are provided with a network of pipes having fixed nozzles, which sprays the incoming sewage into air, which then falls over the bed of the filter under gravity. While the circular filter tanks are provided with rotary distributors having a number of distributing arms (generally four arms are used). These distributors rotate around a central support either by an electric motor or more generally by the force of reaction on the sprays. The rate of revolutions varies from 2 RPM for small distributors to less than ½ RPM per large distributors. The distributing arms should remain about 15-20 cm above the top surface of the filtering media in the tank.
There is an important difference between the action of rotary distributors and that of spray nozzles. With a rotary distributor, the application of sewage to filter is practically continuous whereas with spray nozzles, the filter is closed for 3-5 minutes and then rested for 5-10 minutes before the next application.
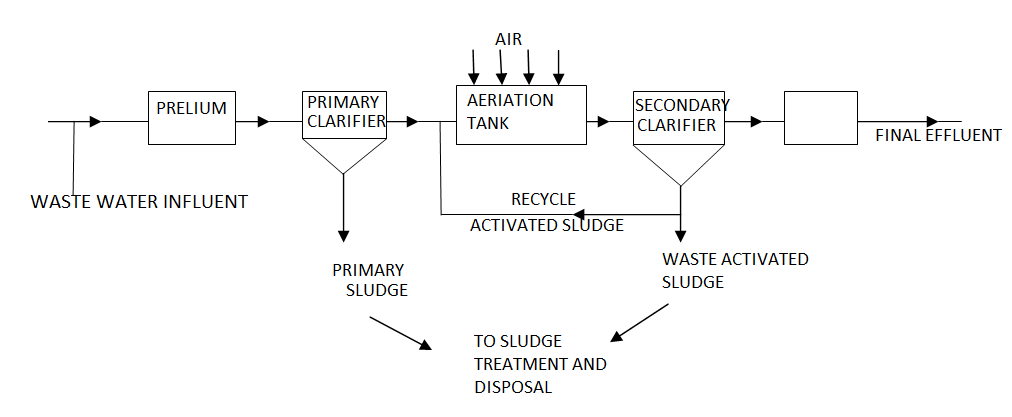
Fig.3: Trickling filters
The closing tank for a filter with circular distributors will, however, be designed to have a smaller capacity (about 1- 3 minutes detention capacity), as against a higher capacity (about 5-10 minutes detention capacity) for filters with spray nozzles.
The filtering media consists of coarser materials like cubically broken stones or slag, free from dust and small pieces. The size of the material used may vary between 25-75 mm. The depth of filtering media may be between 2-3 metres. The filtering material may be placed in layers, with coarsest stones used near the bottom and finer materials towards the top.
The walls of filter tanks are made honey combed or otherwise provided with openings for circulation of air. Satisfactory ventilation is achieved when properly designed under-drains having adequate openings are provided under the filter bed. Besides ensuring satisfactory drainage, such drains, will also ensure satisfactory ventilation and aeration of the filter bed. Vitrified clay blocks are generally used as under drains which have top openings of such size that the stone can be placed directly on them. These blocks are laid on a reinforced concrete floor (about 10-15 cm thick) which is sloped gently towards the main effluent rectangular channel. This main effluent channel may be provided adjoining the central column of the distributor or may be provided along the circular periphery of the filter. The slope of the channel should be sufficient to ensure a flow velocity of about 0.9 m/sec. The depth and width of this central channel should be such that maximum flow is carried below the level of the under drains.
5.2.3.2 Types of trickling filters
They can be broadly classified into:
1. Conventional trickling filters or standard rate or low rate trickling filters.
2. High rate trickling filters.
All which we have discussed above is about conventional trickling filters. The high rate filters, more advanced filters, also function on the same lines and are having the same constructional details, but with the difference that provision is made in them for recirculation of sewage through the filter, by pumping a part of the filter effluent to the primary settling tank and re-passing through it and then filter. The high rate filters make it possible to pass the sewage at greater loadings, thus requiring lesser space and lesser filter media.
5.2.3.3 Merits and demerits of trickling filters
The various merits of trickling filters are:
Demerits of the trickling filters are:
Key Takeaways:
5.2.4 Aerated lagoons
Aerated lagoons in oxidation ponds are a common means of both removing and oxidizing organic matter and wastewaters as well. The most commons type of lagoon used for treating wastewaters is facultative pond. In a facultative pond, which is generally about 2m (6ft) deep, both aerobic and anaerobic biochemical reactions take place.
Raw wastewater enters the pond eliminating the need for primary treatment. Organic solids that settle to the bottom decompose anaerobically, producing such substances as methane, organic acids, ammonia, carbon dioxide and hydrogen sulfide. In the liquid above the sludge zone of the pond, incoming organics and the products of anaerobic microorganisms are stabilized by facultative bacteria as well as by aerobic microorganisms. Facultative bacteria can grow in either aerobic or anaerobic environments. The average sewage detention time in a facultative pond may be 60 days or more. Oxygen is added to the wastewater in the pond by wind action and mixing at the surface and from the day light metabolism of algae taking place. This oxygen supports the aerobic reactions. The mutually dependent relationship between the algae and bacteria in a stabilization pond is very important. Using energy from sunlight, the algae grow and multiply by consuming the carbon dioxide and other inorganic compounds released by the bacteria. The bacteria use both the oxygen released by the algae and the organics from the waste water.
Although the algae play an important role in the purification process in a lagoon, they can also cause a problem. When, they die, they impose a secondary organic loading on the pond. Another disadvantage is a seasonal one: algae are less effective in winter. Beside this, lagoons are used with increasing frequency in areas where land is readily available. The low construction, operational and maintenance cost and negligible energy costs offer distinct advantages for this natural purification system.
Key Takeaways:
5.2.5 Waste stabilization ponds
Waste stabilization ponds are large man-made basins in which greywater, blackwater or faecal sludge can be treated to an effluent of relatively high quality and apt for the reuse in agriculture (e.g. irrigation) or aquaculture (e.g. macrophyte or fish ponds). They are semi-centralized treatment systems combined after wastewater has been collected from toilets (see also wastewater collection and user interface). For the most effective treatment, WSPs should be linked in a series of three or more with effluent being transferred from the anaerobic pond to the facultative pond and, finally, to the aerobic pond. The anaerobic pond is the primary treatment stage and reduces the organic load in the wastewater. The entire depth of this fairly deep man-made lake is anaerobic. Solids and BOD removal occurs by sedimentation and through subsequent anaerobic digestion inside the accumulated sludge (see also anaerobic digestion general). Anaerobic bacteria convert organic carbon into methane and through this process, remove up to 60% of the BOD.
In a series of WSPs, the effluent from the anaerobic pond is transferred to the facultative pond, where further BOD is removed. The top layer of the pond receives oxygen from natural diffusion, wind mixing and algae-driven photosynthesis. The lower layer is deprived of oxygen and becomes anoxic or anaerobic. Settleable solids accumulate and are digested on the bottom of the pond. The aerobic and anaerobic organisms work together to achieve BOD reductions of up to 75%.
Anaerobic and facultative ponds are designed for BOD removal, while aerobic ponds are designed for pathogen removal (see also pathogens and contaminants). An aerobic pond is commonly referred to as a maturation, polishing, or finishing pond because it is usually the last step in a series of ponds and provides the final level of treatment. It is the shallowest of the ponds, ensuring that sunlight penetrates the full depth for photosynthesis to occur. Photosynthetic algae release oxygen into the water and at the same time consumes carbon dioxide produced by the respiration of bacteria. Because photosynthesis is driven by sunlight, the dissolved oxygen levels are highest during the day and drop off at night. Dissolved oxygen is also provided by natural wind mixing.
Pre-treatment is essential to prevent scum formation and to hinder excess solids and garbage from entering the ponds. To prevent leaching into the groundwater, the ponds should have a liner. The liner can be made from clay, asphalt, compacted earth, or any other impervious material. To protect the pond from runoff and erosion, a protective berm should be constructed around the pond using the excavated material. A fence should be installed to ensure that people and animals stay out of the area and that garbage does not enter the ponds.
Only slightly polluted wastewater may be discharged directly into primary facultative ponds. Depending on the requirement for the final effluent in terms of pathogen reduction, only anaerobic and facultative ponds are necessary in some instances.
Pond | BOD Removal | Pathogen Removal | HRT |
Anaerobic Pond | 50 to 85% |
| 1 to 7 days |
Facultative Pond | 80 to 95% |
| 5 to 30 days |
Maturation Pond | 60 to 80% | 90% | 15 to 20 days |
5.2.5.1 Anaerobic Treatment Ponds (APs)
The main function of anaerobic ponds is BOD removal, which can be reduced 40 to 85 % (WSP 2007). As a complete process, the anaerobic pond serves to:
BOD removal in anaerobic ponds is governed by the same mechanisms that occur in all other anaerobic reactors (MARA et al. 1992) and anaerobic ponds do not or only rarely contain algae. The process (as in septic tanks) relies on the sedimentation of settable solids and subsequent anaerobic digestion in the resulting sludge layer. During anaerobic digestion, biogas is produced which could be collected by covering the anaerobic pond with a floating plastic membrane. The recovered biogas can be used for heating, cooking or, if sufficient amounts can be collected for energy production (biogas combustion and biogas electricity small-scale).
5.2.5.2 Facultative Treatment Ponds (FPs)
Facultative Treatment Ponds are the simplest of all WSPs and consist of an aerobic zone close to the surface and a deeper, anaerobic zone. They are designed for BOD removal and can treat water in the BOD range of 100 to 400 kg/ha/day corresponding to 10 to 40 g/m2/day at temperatures above 20°C.
The algal production of oxygen occurs near the surface of aerobic ponds to the depth to which light can penetrate (i.e. typically up to 500 mm). Additional oxygen can be introduced by wind due to vertical mixing of the water. Oxygen is unable to be maintained at the lower layers if the pond is too deep, and the colour too dark to allow light to penetrate fully or if the BOD and COD in the lower layer is higher than the supply. As a result of the photosynthetic activities of the pond algae, there is a diurnal variation in the concentration of dissolved oxygen. At peak sun radiation, the pond will be mostly aerobic due to algal activity, while at sunrise the pond will be predominantly anaerobic.
The facultative pond serves to:
FPs loose ammonia into the air at high pH; and settle some nitrogen and phosphorus in the sludge. FPs can result in the removal of 80 to 95% of the BOD5 (SPERLING 2007), which means an overall removal of 95% over the two ponds (AP and FP). Total nitrogen removal in WSP systems can reach 80% or more, and ammonia removal can be as high as 95%. To remove the algae from aerobic pond, effluents’ rock filtration, grass plots, floating macrophyte and herbivorous fish can be used, but most commonly, the effluent flows directly in a final maturation pond.
Key Takeaways:
5.2.6 Oxidation ditches
An oxidation ditch is a modified activated sludge biological treatment process that utilizes long solids retention times (SRTs) to remove biodegradable organics. Oxidation ditches are typically complete mix systems, but they can be modified to approach plug flow conditions. (Note: as conditions approach plug flow, diffused air must be used to provide enough mixing. The system will also no longer operate as an oxidation ditch). Typical oxidation ditch treatment systems consist of a single or multichannel configuration within a ring, oval, or horseshoe-shaped basin. As a result, oxidation ditches are called “racetrack type” reactors. Horizontally or vertically mounted aerators provide circulation, oxygen transfer, and aeration in the ditch.
Preliminary treatment, such as bar screens and grit removal, normally precedes the oxidation ditch. Primary settling prior to an oxidation ditch is sometimes practiced, but is not typical in this design. Tertiary filters may be required after clarification, depending on the effluent requirements. Disinfection is required and reaeration may be necessary prior to final discharge. An oxidation ditch may also be operated to achieve partial denitrification. One of the most common design modifications for enhanced nitrogen removal is known as the Modified Ludzack-Ettinger (MLE) process. In this process, an anoxic tank is added upstream of the ditch along with mixed liquor recirculation from the aerobic zone to the tank to achieve higher levels of denitrification.
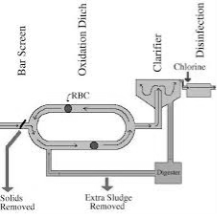
Fig.4: Oxidation Ditches
5.2.6.1 Advantages and Disadvantages
5.2.6.1.1 Advantages
5.2.6.1.2 Disadvantages
5.2.6.2 Design Criteria
5.2.6.2.1 Construction
Oxidation ditches are commonly constructed using reinforced concrete, although granite, asphalt, butyl rubber, and clay have also been used. Impervious materials are usually used to prevent erosion.
5.2.6.2.2 Design Parameters
Screened wastewater enters the ditch, is aerated, and circulates at about 0.25 to 0.35 m/s (0.8 to 1.2 ft/s) to maintain the solids in suspension. The RAS recycle ratio is from 75 to 150 percent, and the mixed liquor suspended solids (MLSS) concentration ranges from 1,500 to 5,000 mg/L (0.01 to 0.04 lbs/gal). The oxygen transfer efficiency of oxidation ditches ranges from 2.5 to 3.5 lb. /Hp-hour.
The design criteria are affected by the influent wastewater parameters and the required effluent characteristics, including the decision or requirement to achieve nitrification, denitrification, and/or biological phosphorus removal. Specific design parameters for oxidation ditches include:
Solids Retention Time (SRT): Oxidation ditch volume is sized based on the required SRT to meet effluent quality requirements. The SRT is selected as a function of nitrification requirements and the minimum mixed liquor temperature. Design SRT values vary from 4 to 48 or more days. Typical SRTs required for nitrification range from 12 to 24 days.
BOD Loading: BOD loading rates vary from less than 160,000 mg/1000 liters (10 lb. /1000 ft3) to more than 4x107 mg/1000 liters (50 lb. /1000 ft3). A BOD loading rate of 240,000 mg/1000 liters per day (15 lb. /1000 ft3/day) is commonly used as a design loading rate. However, the BOD loading rate is not typically used to determine whether or not nitrification occurs.
Hydraulic Retention Time: While rarely used as a basis for oxidation ditch design, hydraulic Retention Times (HRTs) within the oxidation ditch range from 6 to 30 hours for most municipal wastewater treatment plants.
Key Takeaways:
5.2.7 Rotating biological contactors (RBC)
The rotating biological contractor's process of secondary waste water treatment has been recently developed and does not fit precisely into either the trickling filter or the activated sludge categories:, but does employ principle common to both of them.
A rotating biological contractor (RBC) is a cylindrical media made of closely mounted thin flat circular-plastic sheets or discs of 3-35 m in diameter, 10 mm thick and placed at 30-40 mm spacing mounted on a common shaft.
The RBCs are usually made in up to 8 m in length and may be placed in series or parallel in a specially constructed tank through which the wastewater is allowed to pass. The RBCs are kept immensed in wastewater by about 40% of their diameter. They are rotated around their central horizontal shaft, at a speed of 1-2 rpm by means of power supplied to the shaft. Approximately 95% of the surface area is thus alternatively immersed in the wastewater and then exposed to the atmosphere above the liquid.
When the process is operated, the micro-organisms of the wastewater begin to adhere to the rotating surfaces and grow there until the entire surface area of the discs gets covered with 1-3 mm thick layer of biological slime. As the discs rotate, they carry a film of wastewater into the air, where it trickles down the surface of the discs absorbing oxygen. As the discs complete their rotation, this film mixes with the wastewater in the tank, adding to the oxygen of the tank and mixing the treated and partially treated waste water. As the attached microorganisms pass through the tank, they absorb other organics for breakdown. The excess growth of micro-organisms is sheared from the discs, as they move through the wastewater tank. The dislodged organisms are kept in suspension by the moving discs. This suspended growth finally moves down with the sewage flowing through the tank to a downstream settling tank for removal.
The effluent obtained from this process is of equal or even better quality than obtained from other secondary treatments. The quality of effluent can further be improved by placing several contractors in series along the tank.
In this way, the RBCs serve the under mentioned purposes:
a) They provide media for buildup of attached microbial growth.
b) They bring the growth of microbes in contact with the wastewater.
c) They aerate the wastewater and the suspended microbial growth in the wastewater tank.
In this process, the attached growths are similar in concept to a trickling filter, except that here the micro-organisms are passed through the wastewater, rather than the wastewater passing over the microbes, as happens in a trickling filter. So this method realizes some of the advantages of both trickling filter and the activated sludge process.
Key Takeaways:
5.3.1 Low rate anaerobic digesters tank
Anaerobic digestion has become an increasingly popular technology for treating wastewater. We specialize in design and construction of anaerobic wastewater treatment plants on turnkey basis. We have installed more than 60 low rate anaerobic digester systems for various industries such as distilleries, breweries, pharmaceuticals, pulp & paper, citric acid, yeast, chemicals, etc. These digesters provide a large volume (hydraulic retention time: 15- 45 days), offering better process stability with consistent performance and biogas generation. BOD reductions of 80%- 95% and COD reductions 60% – 80% can be achieved, depending on the nature of the wastewater. These digesters can be constructed in a rectangular or circular above ground or below ground construction.
In absence of oxygen i.e. under anaerobic environment, bacteria decompose organic pollutants (BOD, COD, etc.) to carbon dioxide, methane and water. The biogas here is generated through a series of biomethanisation reactions. The large quantities of biogas generated have been used to replace fuel in boilers and to generate electricity in generators, offering quick returns to our clients.
Benefits of this anaerobic system includes high reductions in organic load and thus less loading and power consumption in the downstream treatment process. In addition, the use of biogas as a renewable non-conventional source of energy is possible.
Due to the environmental benefits of anaerobic digestion, we have been able to secure grants and funding for some of our anaerobic digestion projects. These grants and funding opportunities can offset the cost of the anaerobic treatment system, further improving the economics of using anaerobic treatment. Additional streams of revenue in the form of carbon credits can also be secured which can allow for a design-build-finance-operate form of project delivery – We recently executed a project that was delivered in this manner.
5.3.2 High rate anaerobic digesters tank
The static granular bed reactor (SGBR) was developed by researchers at Iowa State University. The SGBR system utilizes anaerobic granules like the UASB reactor to treat wastewater. Unlike other granular reactors the SGBR does not require mixers, gas-liquid-solid separation devices, recirculation pumps, or heat exchangers. The SGBR has a simple down flow configuration, allowing influent to flow through a bed of active anaerobic granules. The downward flow regime of the SGBR allows for the biogas to be easily separated from the granule bed and liquid at the top of the system. The SGBR uses active granules similar to the UASB reactor, but it operates in a down flow configuration instead of an up flow. Due to the down flow configuration, the SGBR acts like a bioreactor and a filter and are not susceptible to solids washout under high hydraulic loading rates like the UASB.
The SGBR has been used successfully to treat a variety of wastewaters including synthetic wastewater consisting of non-fat dry milk, industrial wastewater, pork slaughterhouse wastewater, landfill leachate, and dairy wastewater. The results obtained from using the SGBR system to treat municipal wastewater are displayed in. At steady state operation the SGBR system had COD removal efficiencies between 74 and 84%. Conversely to the UASB reactor, the SGBR’s ability to remove TSS increased when the HRT of the system was decreased. As the hydraulic flow into the system increases, the granule bed of the SGBR may become more compact. This bed compaction and decrease in the bed porosity of the SGBR system improves solid entrapment and retention.
Residuals from primary wastewater treatment are a combination of floating fats, oils and grease along with solids collected at the bottom of the primary clarifier. The residuals from secondary wastewater treatment are composed primarily of microbial cells (proteins and polysaccharides) and suspended solids produced during aerobic biological treatment. The mixture of primary and secondary sludge is composed of 60 to 80% carbohydrates, fats and proteins. Approximately 80% (30% primary sludge and 50% secondary sludge) of the organic waste input into a WWTP ends up in the anaerobic digesters. While, estimates that 40 to 60% of the total organic matter in raw sewage is collected from primary and secondary clarifiers and sent to the anaerobic digesters.
Secondary sludge contains more non-biodegradable solids and is more resistant to degradation than primary sludge. The biodegradation of secondary sludge is limited by the hydrolysis of compounds produced from death and lysis of activated sludge bacterial cells. The biodegradation of primary sludge and secondary sludge are displayed. Primary sludge has a higher potential for COD reduction compared to that of secondary sludge. The digestion curve stabilizes at SRT larger than 10 days as all of the sludge compounds are significantly reduced. A short SRT will result in the washout of methanogenic bacteria and the accumulation of VFA. At a long enough SRT when the substrate is almost completely degraded the system’s performance is controlled by the death and lysis of biomass.
5.3.3 Septic Tank
A septic tank can be defined as primary sedimentation tank with large detention time (12 to 36hrs against a period of 2hrs in an ordinary sedimentation tank).
In un-sewered rural and urban areas septic tanks are suitable for disposal of night soil. But sufficient water should be available as water is required for flow of the night soil from latrine to the septic tank and for proper functioning of the septic tank.
The size of the septic tank is so designed that the sewage is retained in the tank for 24hrs during which certain biological decomposition by the action of anaerobic bacteria takes place which liquefies and breaks the night soil leaving small quantity of soil which is known as sludge and settles at the bottom of the tank and clear water known as effluent flows out of the tank.
The effluent from the septic tank is usually disposed by absorption in the soil through soak pit, if no municipal drainage system is prevailing in the area. If municipal drainage line exists in the area, the effluent is discharged to the drain.
It is to be noted that disinfection agent such as bleaching powder, phenyl etc. should not be used in cleaning latrines as disinfectant entering the septic tank kills the bacteria growth as a result of which rate of biological decomposition is retarded.
The capacity of septic tank depends on number of users and interval of sludge removal. Normally sludge should be removed every 2 years. The liquid capacity of tank is taken as 130 liters to 70 liters per head. For small number of users 130ltr per head is taken.
A septic tank is usually provided with brick wall in which cement mortar [not less than 20cm (9 inch)] thick and the foundation floor is of cement concrete 1:2:4. Both inside and outside faces of the wall and top of the floor are plastered with minimum thickness of 12mm (one-half inch) thick cement mortar 1:3 mix.
All inside corners of septic tank are rounded. Water proofing agent such as Impermo, Cem-seal or Accoproof etc. is added to the mortar at the rate of 2% of the cement weight. Water proofing agent is to be added in similar proportion in to the concrete also for making floor of the tank.
For proper convenience in collection and removal of the sludge, the floor of septic tank is given a slope of 1:10 to 1:20 towards the inlet side. Which means that floor of the outlet side will be on the higher elevation than the floor at inlet side.
5.3.4 Dimensions of Septic Tank Components
i) Length, Width and Depth of Septic Tank
Width = 750mm (min)
Length = 2 to 4 times width
Depth = 1000 to 1300mm. (min below water level) + 300 to 450mm free board
Maximum depth = 1800mm + 450 mm free board
Capacity = 1 cubic meter (10 cubic feet) minimum
Detention period of 24hrs (mostly) considered in septic tank design. The rate of flow of effluent must be equal to the rate of flow of influent.
An elbow or T pipe of 100mm diameter is submerged to a depth of 250-600mm below the liquid level. For outlet pipe an elbow or T type of 100mm diameter pipe is submerged to a depth of 200-500mm below the liquid level. Pipes may be of stone ware or asbestos.
iv) Baffle Walls of Septic Tank
For small tanks, RCC hanging type scum baffle walls are provided in septic tanks. Baffle walls are provided near the inlet. It is optional near the outlet.
The inlet baffle wall is placed at a distance of L/5 from the wall, where L is the length of the wall. The baffle wall is generally extended 150mm above to scum level and 400-700mm below it.
Scum being light, generally floats at the water level in the tank. Thickness of the wall varies from 50mm to 100mm. for large tanks lower portion are having holes for flow of sludge.
v) Roofing Slab of Septic Tank
The top of the septic tank is covered with a RCC slab of thickness of 75-100mm depending upon the size of the tank. Circular manholes of 500mm clear diameter are provided for inspection and desludging. In case of rectangular opening clear size is kept as 600X450mm.
For outlet of foul gases and ventilation purpose cast iron or asbestos pipe of 50-100mm diameter is provided which should extend 2m (min) above ground level. Top of the ventilation pipe is provided with a mosquito proof wire mess or cowl.
Key Takeaways:
Currently there are several anaerobic reactor configurations that take advantage of anaerobic granules. The up flow anaerobic sludge blanket (UASB) reactor is often utilized in industrial and municipal wastewater settings. The UASB reactor is one of the most common anaerobic digestion systems currently in use. In the UASB reactor contains a blanket of granular sludge which is kept in suspension by the upward flow of wastewater into the system. The density of anaerobic granules in a UASB reactor needs to be large enough to resist the shear stress supplied by the hydraulic up flow of the influent and the biogas. Excessive hydraulic loadings in a UASB can lead to the washout of biomass with the effluent.
The UASB reactor requires a gas-liquid-solid separation device, which occupies between 16 and 25% of the reactor volume. This device must be properly operated and maintained to achieve the maximum treatment efficiency. Blockages in the gas separator compartment of the UASB can result in failure to separate solids from the effluent. Improper alignment of effluent weirs can also result in hydraulic short circuiting and reduced treatment efficiencies in the UASB. The sludge bed height of a UASB reactor needs to be controlled to prevent it from extending above the entrance of the gas liquid separator, thus increasing the potential to discharge solids with the effluent. The UASB reactor also requires an operator to control the sludge bed height in the reactor by appropriately discharging granular sludge.
While treating raw municipal wastewater with the UASB reactor at organic loading rates (OLR) between 1.56 and 1.6 kg chemical oxygen demand (COD)/m3·d, observed COD removal efficiencies ± standard deviation (SD) of 84 ± 2.1%, 87 ± 2.5%, 81 ± 3.2%, 79 ± 1.0% and 56 ± 2.8% at 20, 32, 15, 11 and 6°C, respectively. A significant reduction in COD removal efficiency was observed when the UASB reactor’s temperature was reduced from 11 to 6°C. Determined that above 11°C the temperature of the UASB reactor did not significantly affect the total suspended solids (TSS) removal efficiency. The effluent TSS produced by the UASB from raw municipal wastewater ranged from 10 to 30 mg/L and had a volatile suspended solids (VSS)/TSS ratio of 0.8 ± 0.15. However, a decline in TSS removal was noticed once the up flow velocity of the UASB reactor reach a critical point.
VFA are formed as intermediate products during the anaerobic digestion process. The accumulation of VFA reflects a kinetic imbalance in the microbial populations involved in the anaerobic digestion process. The total VFA concentration as acetic acid was maintained below 35 mg/L for a UASB treating raw municipal wastewater at HRTs from 48 to 6 h and during stable operational periods at 32, 20, 15, and 11°C. The VFA/alkalinity ratio in the effluent of a UASB reactor treating raw municipal wastewater ranged from 0.032 to 0.14 at HRTs from 48 to 6 h and during stable operational periods at 32, 20, 15, and 11°C. While treating raw municipal wastewater with the UASB reactor the average gas composition at 20°C and an HRT of 48 h was 65 to 70% methane, 12 to 15% carbon dioxide and 15 to 20% nitrogen. A psychrophilic (20 ± 1°C) UASB reactor treating municipal wastewater at an OLR between 0.15 and 1.2 kg COD/m3 ·d had a COD removal efficiencies in the range of 80 to 84%. The UASB reactors treated low strength wastewater at temperatures between 6 and 20°C, with removal of COD, BOD, and SS ranging from 38 to 90%, 47 to 91%, and 50 to 92%, respectively. Also found that the average biogas production fluctuated from 0.167 to 0.199 L methane/g CODremoved and the methane composition ranged from 65 to 86%.
The average treatment efficiencies of full scale UASB reactors treating municipal wastewater preceding grit removal in semi-tropical regions. The average design flowrates for the WWTP varied from 30,000 to 164,000 m3 /d.
Speaking of municipal wastewater treatment (MWWT) in general, the UASB technology offers a number of advantages and disadvantages in comparison with treatment alternatives such as pond systems or aerobic processes (e.g. activated sludge). The respective frame conditions for each specific situation – favorable or adverse in effect – do however have to be considered if a technology decision needs to be taken.
Advantages
a) Low land demand.
b) Reduction of CH4 emissions from uncontrolled disposal/”open” treatment (ponds) due to enclosed treatment and gas collection.
c) Reduction of CO2 emissions due to low demand for foreign (fossil) energy and surplus energy production.
d) Low odour emissions in case of optimum operation.
e) Hygienic advantages in case of appropriate post-treatment.
f) Low degree of mechanization.
g) Few process steps (sludge and wastewater are treated jointly).
h) Low sludge production, high sludge quality.
i) Low demand for foreign exchange due to possible local production of construction material, plant components, spare parts.
j) Low demand for operational means, control and maintenance.
k) Correspondingly low investment and operational costs.
Disadvantages
a) Demand for know-how.
b) Insufficient standardization and adaptation for several implementation possibilities.
c) Economically not feasible in colder climates with sewage temperature lower than 15°C.
d) Methane and odour emissions (also of end-products) in case of inappropriate plant design or operation.
e) Insufficient pathogen removal without appropriate post-treatment.
f) Sensitivity towards toxic substances.
g) Long start-up phase before steady state operation, if activated sludge is not sufficiently available.
h) Uncertainties concerning operation/ maintenance due to still low local availability of know-how and process knowledge.
Description of the process
In a UASB-reactor, the accumulation of influent suspended solids and bacterial activity and growth lead to the formation of a sludge blanket near the reactor bottom, where all biological processes take place. Two main features decisively influencing the treatment performance are the distribution of the wastewater in the reactor and the “3-phase-separation” of sludge; gas and water. While the sludge should remain in the reactor, the produced gas is collected before the purified water leaves the reactor.
The influent point (sewage) is situated at the reactor bottom; the effluent discharge (treated wastewater) is situated in the upper part of the reactor, thus forcing the entering sewage to follow an upflow regime and to get into contact with the sludge blanket in the reactor. Here, the organic matter in the sewage is subject to anaerobic degradation by the bacteria contained in the sludge blanket, with methanogenic (“methane building”) bacteria producing methane gas (CH4) during the degradation processes. In order to prevent unwanted sludge discharge, separation devices (deflectors) are installed that prevent the further upward movement of the sludge and force it to sink back into the bed. The gas is collected in gas holders installed in the upper part of the reactor; for gas rising close to the reactor walls, an additional one may be installed.
Parameters influencing the process
For the operation of a UASB reactor, a minimum temperature of the sewage (approx. 15°C) and an anaerobic environment are required in order to secure that the methanogenic bacteria can develop their activity. A number of additional parameters that significantly influence the process and should partly be controlled continuously are listed in the following. The given ranges may serve as orientation values.
Parameters to be controlled regularly
a) pH-value
The pH-value in the digestion substrate is decisive for the activity of the very sensitive methanogenic bacteria and therefore has to be controlled continuously. The recommended range is between pH 6.3 and pH 7.8. The utilization of hydrogen carbonate as buffer may simplify the observation of the given range.
b) Chemical Oxygen Demand (COD)
Basically, anaerobic sewage treatment may be applied for low as well as for high COD-concentrations. Depending on the respective local conditions, the advantages of the anaerobic process do generally only become distinct at a concentration of >250 mg COD/l and achieve an optimum at a concentration of >400 mg COD/l. An upper limit for COD concentration in the influent sewage is not known.
c) Temperature
The anaerobic degradation process achieves its optimum at a temperature between 35-38°C. Below this range, the digestion rate decreases by about 11% for each °C temperature decrease. However, given appropriate frame conditions, anaerobic treatment has in the past years proven to have a very high potential if ambient sewage temperatures are above 20°C. For a successful and stable microbiological degradation and the avoidance of an acidification of the process, a water temperature of at least 15°C is necessary, although bacterial activity can still be noticed at lower temperatures (10°C and less).
d) Wastewater flow
The influent amount of wastewater to the plant should be considerably constant. For great flow variations, e.g. due to high precipitation, a sufficiently sized buffer tank should be installed prior to the UASB to guarantee an even feeding of the reactor.
Flow measurements should be part of continuous process control. They are necessary for the calculation of further process, design and operational parameters (e.g. organic charges per volume).
Key Takeaways:
References:
1. Manual on Water Supply and Treatment, C. P. H. E. E. O., Ministry of Urban Development,
Government of India, New Delhi
2. Manual on Sewerage and Sewage Treatment, C. P. H. E. E. O., Ministry of Urban
Development, Government of India, New Delhi
3. Steel and McGhee: Water Supply and Sewerage
4. Fair and Geyer: Water Supply and Wastewater Disposal
5. Hammer and Hammer Jr.: Water and Wastewater Technology
6. Raju: Water Supply and Wastewater Engineering
7. Rao: Textbook of Environmental Engineering
8. Davis and Cornwell: Introduction to Environmental Engineering
9. Kshirsagar: Water Supply and Treatment and Sewage Treatment Vol. I and II
10. Punmia: Water Supply and Wastewater Engineering Vol. I and II
11. Birdie: Water Supply and Sanitary Engineering
12. Ramalho: Introduction to Wastewater Treatment Processes
13. Davis Mackenzie L., Cornwell, David A., “Introduction to Environmental Engineering”
McGraw Hill Education (India) Pvt. Ltd., New Delhi.
14. Birdie: Water Supply and Sanitary Engineering
15. Ramalho: Introduction to Wastewater Treatment Processes
16. Parker: Wastewater Systems Engineering
17. A.K. Jain, Environmental Engineering, Khanna Publishing House




