Causes and Consequences of Corrosion
The destruction of metal by chemical or electrochemical attack of environment this process starting at the surface of metal known as corrosion.
The primary causes of corrosion are the corrosive gases and uncontrolled humidity. The corrosion gases include ammonia, hydrogen oxides, sulphur oxides, chlorine etc, condensation of water vapour on metal surfaces also promote corrosion, these gases and condensation can result in corrosion of rusty corners, corrosion of electronic Equipment and many corroded parts.
Consequences of Corrosion
- Damage to commercial airplanes or electronic vehicles.
- Computers and hard disks that are used to control complicated processes (e.g., power plants, petrochemical facilities or pulp and paper mills) are also damaged.
- Damage to server rooms and data centres.
- Damage to museum artefacts
- Costs of repairing or replacing household equipment that fail.
Factors influencing corrosion.
A] Nature of metal
B] nature of environment
Nature of metal: -
Position of metal in galvanic series: -
- When 2 metals are in the contact in the presence of the electrolyte then more active metal undergo corrosion.
- Greater the difference in their positions, higher is the rate of corrosion.
Relative areas of anode and cathode: -
- If the anode < cathode then rate of corrosion.
- If the cathode < anode
Purity of metal: -
- Pure metal resists the corrosion
- Rate of corrosion increases with increases in of impurities which from galvanic cells.
Physical state: -
- Smaller the grain size of metal alloy greater the mate of corrosion.
e.g.: - steel get corroded fast than the cost iron because
grain size of steel < grain size of cast ion.
Nature of oxide film: -
- If oxide layer – porous
Then corrosion take place
- If oxide layer – nonporous
Then no corrosion takes place
Over – vtg (over – potential): -
- To restore position of metal some extra VTG is required is called as over –vtg
- Higher the over vtg less is the rate of corrosion.
e.g.: -Zn, Pb, Cr, Ni, etc.
B] nature of environment: -
1) temperature: -
- Higher is temperature higher is the rate of dry corrosion because attacking gas and metal get activated @ higher temp.
- Higher is the temperature higher is rate of wet corrosion because: -
High tempo, according to nearest equation electrode potential is high.
2) moisture: -
- Higher is the moisture
Higher is the rate of dry and wet corrosion
3) PH: -
- Generally acidic media have more corrosive effect on metals.
4) conductivity of medium: -
- High the electrical conductivity of aq. conducting medium higher is the rate of corrosion.
5) nature of ions: -
- Cl -, no3 – have the ability break nonporous oxide layer and cause wet corrosion.
- Presence of oxalate, m phosphate and silicate ions have the ability to slow down rate of wet corrosion.
Chemical corrosion: The direct reaction of Atmospheric gases (like halogens, oxygen, oxides of nitrogen and sulphur, fumes of chemicals and with metals and hydrogen sulphide), on the surface of the metal causes corrosion. Oxygen is the most responsible for corrosion of metals than any other gases or chemicals. This process occurs in the absence of moisture and affects the metal surface directly. Corrosion products are formed at the site of corrosion.
Electrochemical Corrosion: This corrosion occurs in metals that come in direct contact with a conducting liquid of two different metals are dissolved in a solution partly. There is formation of galvanic cell on the metal, as part of the metal acts as an anode and the rest is the cathode, the chemical in the solution along with the humidity acts as the electrolyte. Oxidation takes place in such conditions resulting in corrosion at the anode surface and reduction occurs at the cathode surface of the metal. In this case corrosion occurs at the anode but rust gets deposited on the cathode.
- Reaction on anode: -
- Metal atoms on the surface of anode pass into conducting medium by forming metal ions, leaving behind electrons.
M – m+n + ne-
2. Reaction on cathode: -
- The electrons left on anodic part, flow to the cathodic part depending upon the nature of conducting medium they bring about one of the following reactions: -
a) H2 liberation (H2 Evolution): -
- If the corroding medium is acidic then H + ions from the medium capture the electrons from the cathode and there is liberation of H2 gas taking place.
|
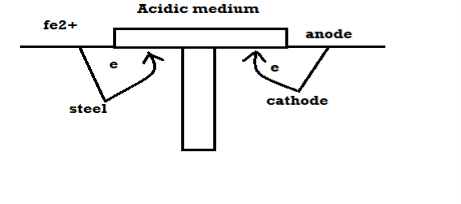
Fig: 1 Reaction at the anode and the liberation of electrons and formation of metal ions.
|
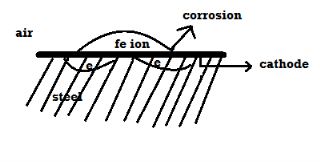
Fig 2: The electrons move to the cathode, depending on the nature of the conducting medium either hydrogen is liberated or oxygen is absorbed
b) O2 absorption: -
- If the corroding medium is neutral or slightly alkaline containing some oxygen gas dissolved the reaction of o2 absorption takes place on the cathode.
A) Plating: -
- If the cathodic part is in the contact with ions of lower plotted metal in the galvanic series, then the ions deposit on the cathode.
 + 2e- - cl (atcathode)
+ 2e- - cl (atcathode)
- This rule gives an idea about nature of oxide film, whether it is porous or nonporous.
- The rule states that, Metal ‘if the volume of oxide < volume of metal consumed
Then,
Oxide layer – porous
Else, oxide layer – nonporous
PBR = 
If, PBR > 1 but PBR < 1.45
Metal oxide layer – nonporous(protective)
This kind of corrosion occurs when the oxygen concentration differs across a metal surface. This difference in oxygen concentration creates an anode and cathode on the metal surface, subsequently oxidation occurs on the metal surface.
In the differential aeration the portion that receives the high concentration forms the cathode and the portion that receives lesser oxygen forms the anode. Resulting in the corrosion of the metal surface that has less oxygen concentration.
Some examples, where there may be differences in oxygen concentration are found in crevices, cracks and certain joints, differential corrosion also occurs in metals that are partially immersed in water as the concentration in water is different from the concentration present in the atmosphere.
|
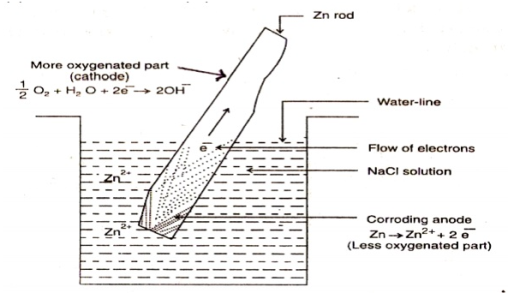
Fig 3: the figure shows a metal rod partially dipped in a conducting medium, the part of the metal above the surface is more aerated and forms the cathode, the less aerated part inside the medium forms the anode and gets corroded.
Pitting corrosion
Pitting corrosion, or pitting, is a localised corrosion, where small holes are formed on the metal surface, in this small area depassivation occurs that becomes anodic and the rest of the vast area becomes the cathode, oxidation occurs at the anode and reduction at the cathode, leading to a localised galvanic corrosion. The corrosion penetrates the mass of the metal, with a limited diffusion of ions.
Inter granular Corrosion
This corrosion is a selective attack that occurs in the vicinity of the grain boundaries of a stainless steel, it is a special form of microstructurally influenced corrosion, where the grain boundary region in the alloy is different electrochemically to the microstructure of the adjacent alloy.
The cause of this is due to Chromium depletion, as the Chromium carbides precipitate in the grain boundaries.
Stress Corrosion
This corrosion is characterised by cracks proliferating either intergranular or Tran granularly, there are many types of stress corrosion for example corrosion that is chloride induced or H2S induced corrosion.
Stress corrosion occurs due to three factors
- Tensile stress in the material
- A corrosion medium: especially chloride -bearing or hydrogen sulphide media. Chloride-induced stress corrosion normally occurs above 600C
- The material used is susceptible to stress corrosion.
A precursor of stress corrosion cracking in chloride-bearing environment is pitting corrosion, occurring if the stainless steel is not sufficiently resistant to pitting
Waterline corrosion
It occurs when the differential oxygen concentration differs from water and the atmosphere, this occurs as the portion of the substrate exposed to more amount of oxygen (air) becomes the cathode, while the portion of the substrate expose to less oxygen (water) forms the anode, resulting in oxidation reaction. This ultimately causes the area of the substrate submersed in water to become oxidized and corrode.
a) Design and selection of material
A good selection of material and a proper design are very effective in reducing the cost of corrosion and also attain low-cost reliability.
In plenty of structures, the absence of a good design is considered as the weakest link in the control of corrosion. The design should possess good mechanical properties and strength, to confirm that the structure is resistant to corrosion. A strong knowledge of the corrosion process is also required.
The key to control corrosion is the material corrosion, but a proper design should also not be neglected, the selection and design is equally important in corrosion control. In many structures, a lack of design consideration given to corrosion control is the weakest link in corrosion control.
b) Cathodic and Anodic Protection
Cathodic protection in this process the main principle is to switch from the works by changing over undesirable anodic (active) sites on to a metal's surface to cathodic (passive) destinations in the presence of a restricting current. This restricting current provides free electrons and also supplies power to the nearby anodes,
Cathodic protection can, the presence of galvanic anodes. This process is also known as conciliatory form, this technique utilises metal anodes together with the electrolytic condition, to make themselves strong (erode) so as to secure the cathode. This technique proves to save the metals galvanic corrosion.
Though the metal that requires protection can differ, the conciliatory anodes are largely made up of magnesium, or zinc, metals that have the most negative electro-potential. The arrangement of galvanic setup gives a glimpse of the distinctive electro-potential - or integrity - of metals and amalgams.
In a conciliatory framework, the anode should be supplanted regularly as the metallic particles move from the anode to the cathode, which drives the anode to erode more rapidly. The second technique for cathodic security is alluded to as awed current protection.
This strategy, which is regularly used to ensure covered pipelines and ship bodies, requires an elective wellspring of direct electrical current to be provided to the electrolyte.
Sacrificial Anode
It is a method where an easily eroded material is deliberately placed in a tank or a pipe to be sacrificed for corrosion and the rest of the system remains free from corrosion.
A sacrificial anode is also known as a galvanic anode
The mechanism that occurs in this process is very similar to that of an electrochemical system. In this technique the metal that is protected is placed on the cathode side and then a more reactive metal or alloy (having a larger potential difference than the protected metal) is chosen and connected to the protected metal as an anode. The redox reaction will proceed spontaneously. As the reaction proceeds the sacrificial metal gets consumed as oxidation reaction occurs at the anode, simultaneously reduction reaction occurs on the cathode, thus preventing the metal from erosion. Thus, corrosion on the protected metal is successfully shifted to the anode, protecting the metal.
Sacrificial anodes are normally supplied with either lead wires or cast-m straps to facilitate their connection to the structure being protected. The lead wires may be attached to the structure by welding or mechanical conn
The materials used for sacrificial anodes are either relatively pure active metals, such as zinc or magnesium, or are magnesium or aluminium alloys that have been specifically developed for use as sacrificial anodes.
Advantages of using sacrificial anodes:
- Can be used where there is no power
- Lower initial cost
- Less supervision required
- Comparatively simple installation and additional anodes can easily be added if the initial installation proves to be inadequate
Sacrificial anodes are used to protect:
- Hulls of ships
- Water heaters
- Pipelines
- Distribution systems
- Above-ground tanks
- Underground tanks
- Refineries
The anodes in sacrificial anode cathodic protection systems must be periodically inspected and replaced when consumed.
c)Protective surface coating
This is the most economical method and simple wherein the membrane surface is coated by a layer. This method can be carried out on a large scale in industries.
The most common coating materials include tin, lead, aluminium etc. The principle in this method includes formation of a transition layer from the various alloy compositions. To the substrate inter-metallic compounds of the two metals are normally present and on the exterior are alloys that consist of solid solution alloys that predominantly form the coating materials.
Surface coating is a process where a substance is applied to other materials bringing about changes like gloss, colour, resistance to chemical attacks or permeability, however the bulk properties of the material remain unchanged. Production of surface coating by any method depends primarily on two factors: the cohesion between the film forming substances and the adhesion between the film and the substrate. The development of science and technology revolutionized the surface coating industry
Hot-dip galvanizing is a form of galvanization where the iron or steel is immersed in a bath that consists of molten zinc at a temperature around 449o C (840 °F), this helps in producing a multi-layer coating of zinc-iron alloy and zinc metal. The layer is also corrosion resistant, when steel is immersed in zinc, a reaction which is metallurgical occurs between the iron and the molten zinc.
Galvanizing, it is a process that involves the protection of steel and iron from exposure to the atmosphere leading to rusting, this is however prevented by the application of zinc coating. Proper coating by galvanization can protect the material from the atmosphere and corrosion for nearly 15 to 30 years, however is pores develop in the coating galvanic or electrolytic action occurs.
Powder coating is a surface coating system like any other paint. The coating is done on the exterior surfaces the coating acts as a protection from oxygen and water, the coatings are usually hard and durable, if articles are made of hollow sections then the interior surface of the article becomes a major concern.
The coatings are based on the polymer resin systems, that are combined with curatives, levelling agents, pigments, flow modifiers and other additives. These are then ground into fine powder. A process called electrostatic spray deposition (ESD) is typically used to achieve the application of the powder coating to a metal substrate
Powder coating is a dry finishing process.
Tinning involves coating sheets of steel with tin or wrought iron, the resulting plate is called as tinplate. Tinning also involves coating a metal with solder before it is subjected to soldering
This method is also used to apply to the ends of the stranded wires that are used as electrical conductors to stop oxidation, they are also used predominantly to control rust. When tinning is applied to stranded wires it prevents them from fraying or unravelling during twisting, binding posts, or wire connections that any cause short circuits.
Metal Cladding is done mostly in constructions, where a thin skin or layer is applied over the other layer, to provide thermal insulation and also resistance to weather. This method also improves the appearance of building. Cladding can be made of any of a wide range of materials including wood, metal, brick, and composite materials that can include aluminium, wood, blends of cement and recycled polystyrene, wheat/rice straw fibres. The cladding need not be waterproof but acts as a controlling element. Cladding can also be used to control noise and also act as a rainscreen to protect against the weather.
Electroplating is basically the process of plating a metal onto the other by hydrolysis, that helps to prevent corrosion of metal. The method used is electric current that reduces dissolved metal cations, that forms a thin coherent metal coating on the *electrode. The process uses an electric current to reduce dissolved metal cations to develop a lean coherent metal coating on the electrode. Electroplating is also utilised in electrical oxidation of the anions, on a solid substrate like the formation of silver chloride on silver wire to form silver chloride electrodes.
It is also applied to modify the surface features of an object (e.g., corrosion protection, lubricity, abrasion), but electroplating can also be used to build thickness or make objects by electro forming.
Secondary Nickel-cadmium
A nickel-cadmium is a secondary cell that possess two plates. The active material of the positive plate (anode) is Ni(OH)4 and the negative plate (cathode) is of cadmium (Cd) when fully charged. Potassium hydroxide (KOH) forms the electrolyte, a small quantity of lithium hydrate is added to increase the capacity and life of battery.
Many cells are connected in series to get the voltage output, as the voltage produces by a single cell is very low. This arrangement is therefore called nickel-cadmium battery.
|
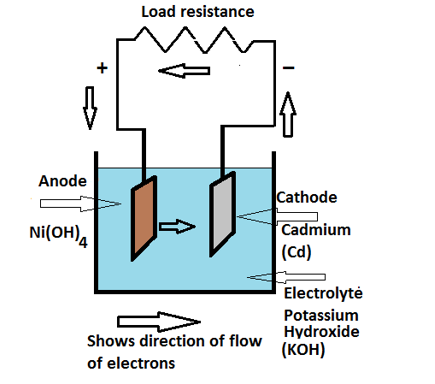
Fig 4: Nickel Cadmium Battery
In these batteries, the container of this battery is electrically connected to positive plates, the positive plate number is one more than the negative plate.
Nickel Cadmium Battery Working Principle
When the cell is fully charged, its positive plate is of Ni(OH)4 and its negative plate is of cadmium (Cd).
Discharging: When the cell discharges, the potassium hydroxide (KOH) is dissociated into potassium (K+) and hydroxyl (OH–) ions.
The hydroxyl ions move towards the cathode and potassium ions move to the anode. The following chemical reaction takes place during discharging.
At cathode: Cd + 2OH —–> Cd(OH)2
At anode: Ni(OH)4 + 2K ——> 2KOH + Ni(OH)2
Thus, the anode is converted from Ni(OH)4 to NI(OH)2 and cathode is converted from cadmium (Cd) to cadmium hydroxide [Cd(OH)2]. The strength of the electrolyte remains the same.
Charging: When the battery is put on charging, the hydroxyl (OH-) ions move towards the anode, whereas the potassium ions (K+) move towards the cathode. The following chemical reaction takes place during the charging:
At anode: Ni(OH)2 + 2OH —–> NI(OH)4
At cathode: Cd(OH)2 + 2K —–> Cd + 2KOH
The anode and cathode thus regain their chemical composition, and the strength of the electrolyte is unchanged.
Fuel cell technology has a wide range of applications, a lot of research is going on about the manufacture of a cost-efficient automobile which is powered by a fuel cell. A few applications are
- Fuel cells are used in electrical vehicles, they are more eco-friendly than the internal combustion engine-based vehicles.
- Fuel calls are utilised to power space expeditions which also includes appolo space program.
- In general, the by-products of the fuel cells are heat and water.
- Fuel cell portability is extensively used in military applications.
- Several electronic devices are powered by the fuel cells.
- In many remote areas, fuel cells are used as primary or backup sources of electricity.
Advantages:
- High Efficiency-Fuel cells achieve over 80% of energy efficiency when used for co-generation.
- Good reliability- The quality of power produced by the fuel cells does not degrade over time.
- Noise- Compared to the conventional energy production, these cells offer a more silent and smoother substitute.
- Environmentally beneficial-they reduce the CO2 and harmful pollutant emission to a large extent.
- Size reduction- the fuel cells are substantially lighter and largely compact.
Limitations:
- The cells are expensive to manufacture as the cost of catalysts like platinum is very high.
- The distribution of hydrogen is limited, due to the lack of infrastructure.
- The present fuel cell technology is still in the prototype stage and all the results are still not validated.
- Production of Hydrogen is expensive and not readily available always.
Alkaline fuel cells
The Alkaline Fuel cells, have a solution of potassium hydroxide in water as an -----electrolyte, these are one of the most efficient types of fuel cells and have about 60% efficiency in space applications, the alkaline fuel cell (AFC)is also called as the Bacon fuel cell, named after the inventor. These cells are one of the most extensively used cells, which NASA is using since 1960s.
The Alkaline fuel cells are very vulnerable to contamination; therefore, they require hydrogen and oxygen in its pure form, this property makes the AFC limit their application and expensive to operate.
The electrolyte is a solution of potassium hydroxide in water, the cathode and anode are made up of low cost and non-precious metals like nickel. The Potassium hydroxide ionizes to form potassium ions(K+) and (OH-) ions.
The hydrogen gas is oxidised to hydrogen ions and combines with the hydroxyl ions, resulting in the formation of water (H2O), with the release of two electrons. The electrons that are released flow through the external circuit and return to the cathode, where the electrons reduce oxygen to form water and hydroxide ions.
The excess heat is removed as a by-product from the fuel cell, the heat produced is hot enough to provide steam to power a steam turbine. Buildings can also be heated using this heat.
The main disadvantage of the AFC is that hydrogen and Oxygen have to be in pure form and to be supplied continuously. The cell life time is easily affected by carbon dioxide as it poisons the fuel cell.
The AFC are less cost effective as the cannot be operated above 8000 hours.
|
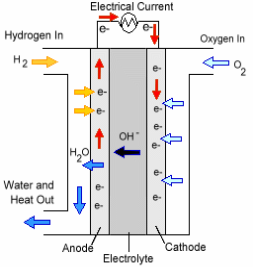
Fig 5: Alkaline fuel cells
Key takeaway
The environment is largely affected by one of many aspects like corrosion, the design of the material is as important as the prevention of corrosion, many factors determine corrosion, without proper valuation on corrosion, mitigation or elimination of corrosion is impossible in any industry. Corrosion testing is one of the engineers most important responsibilities.
A fuel cell is a device that generates electricity by a chemical reaction. Every fuel cell has two electrodes called, respectively, the anode and cathode. The reactions that produce electricity take place at the electrodes. Fuel cells combine air-derived oxygen with hydrogen from hydrocarbons, such as natural gas, and quietly produce electricity, heat, and water vapor, Fuel cells produce no polluting emissions
References:
- Corrosion Engineering by Mars Guy Fontana
- Corrosion Analysis by Michael Dornbusch.
- Corrosion Prevention by Protective Coating by Charles G Munger
- The Complete Battery Book by Richard A Perez




