Unit - 5
Drilling
Drilling Machine
Drilling is an operation in which a circular hole is made by removing some volume of metal from the job by cutting tool called drill.
Drilling Machine is the simplest, moderate, and most accurate machine tool used in almost all the production shops and tool rooms. Drilling is basically a single purpose machine tool as its main purpose is to make holes in the work piece.
A machine consists of a spindle that provides rotary motion to the drilling tool, which finally makes the hole in the job (work piece).
A drilling machine is a type of machine in which the holes are being made on the work piece by making use of a rotating tool called drill bit or the twist drill. Drilling is basically a technology of creating holes.
Drilling operation can also be performed on Lathe Machine. In the lathe machine, the work piece rotates and the drilling tool is held stationary in the tailstock.
Boring
Basically, Boring is a process in which the holes are enlarged that is already being drilled or cored. To perform boring action by a machine a special holder for the boring tool is required.
Construction of Drilling Machine
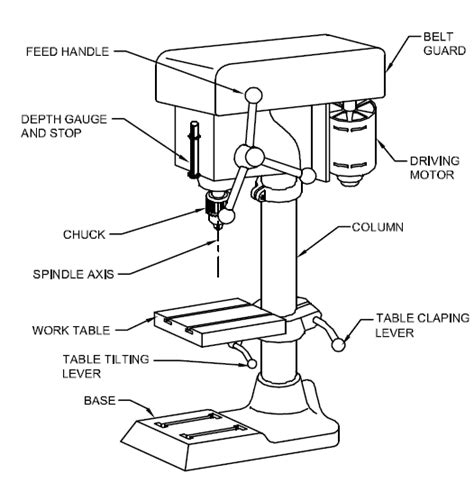
- In a drilling machine, the drill is rotated and fed along its axis of rotation in the stationary work piece. Different parts of a drilling machine are illustrated in Fig. 1 and are discussed below:
- The head containing electric motor, V-belt which transmits rotary motion to the drill spindle at a number of speeds and V-pulleys.
- Spindle is made of alloy steel. Spindle rotates as well as moves up and down in a sleeve. A pinion engages a rack fixed onto the sleeve in order to provide vertical up and down motion of the spindle and hence the drill, so that the same can be fed into the work piece while drilling. Spindle speed or the drill speed can be changed with the help of V-belt and V-step-pulleys. Larger drilling machines are having gear boxes for the said purpose.
- Drill chuck is held at the end of the drill spindle which in turn holds the drill bit.
- An Adjustable work piece table is supported on the column of the drilling machine which can be moved both vertically and horizontally. These tables are having slots so that the vise or the work piece can be securely held on it.
- Base table is a made of heavy casting and it supports the drill press structure. The base supports the column which in turn, supports the table and the head.
- Column is a box section or vertical round which rests on the base and supports the head and the table. The round column have rack teeth cut on it so that the table can be raised or lowered depending upon the work piece requirements.
- It consists of following parts
1. Base
2. Pillar
3. Main drive
4. Drill spindle
5. Feed handle
6. Work table
Tools for drilling:
As mentioned, there are numerous styles of drilling gear. No rely which device you use, ensure to constantly put on protecting glasses, gloves, and a dirt mask. Of course, you need to constantly use good-first-rate gear.
So, let’s see what the maximum not unusual place styles of drills are.
Hand Drill
A hand drill is the most effective shape of drills. They are perfect for pre drilling holes earlier than placing the screws inside. Simply flip the drill left and proper till the top receives with inside the timber.
Then, maintain turning the drill to the proper till you attain the desired depth. These gear are awesome when you consider that they require no energy and are very clean to apply.
Hand Drill and Brace
Even eleven though we stay with inside the twenty first century, human beings nevertheless use those gear. They are a good deal quieter than electric powered drills and will let you make specific holes.
You can use them for timber and tender materials, however even in that case, it can’t make deep holes. There also are bits created specifically for this kind of drilling gear, which permit stepped forward precision.
Standard Electric Drill
These drills are awesome for maximum solving jobs. They will let you restoration heavier items through making holes and the usage of screws.
There are styles of electric powered drills: battery-powered drills, and those which might be powered through cable.
The first ones are exceptional due to the fact you don’t should be close to the energy deliver all of the time. Also, there aren't any any cables entering into your way. On the alternative hand, the drills powered through cable are typically a good deal extra powerful.
Hammer Drill
Hammer drills are just like general fashions however have an additional “hammering” feature. They are exquisite for drilling into difficult materials, which include concrete and stone. Many fashions will let you transfer among hammering and rotating, or maybe use each on the equal time.
Bench top Drill Press
These devices are a chunk hard to apply for novices however may be valuable to a expert DIYs. The fundamental gain of those drills is they will let you make very correct holes. Besides, they typically produce masses of energy and may be used for diverse materials.
Classification of drills:
1. DRILL DRIVER
A drill motive force is through some distance the maximum famous form of drill among homeowners – and the purpose in the back of this is pretty easy. Drill drivers are a truly flexible form of strength device that assist customers carry out a number of extraordinary duties. This consists of drilling holes and using screws into tough surfaces like wooden and metallic.
A drill motive force is normally powered via a battery. Since those drills double up as a motive force, it manner that you could effortlessly tighten or loosen screws of various sizes and thickness the usage of this strength device directly.
If you're seeking out an easy and complicated electric powered system on the way to are available on hand on numerous small-scale domestic projects, then a drill motive force might be all you want. For example, a drill motive force is a really perfect device in case you need to put in a shelf for your domestic. It can even show to be of notable gain while assembling store-bought, flat percent fixtures items, along with the ones offered at IKEA. It will assist you results easily drill via the fixtures if required, irrespective of whether or not it’s crafted from wood or iron.
2. IMPACT DRIVER
An effect motive force is especially designed for loosening bolts and using screws into tough surfaces. An effect motive force makes use of the equal rotational movement used to function a strength drill. However, what units it aside from strength drills is the truth that effect drivers integrate a hammering movement with the rotational movement. Impact drivers are on occasion additionally known as effect drills.
While the 2 phrases may be used interchangeably, it’s higher to keep away from relating to effect drivers as effect drills with the intention to keep away from confusion. This is because, in essence, effect drivers aren't especially a ‘drill’ according to se. An effect motive force does now no longer use an ahead chipping equipment like ordinary drills. Rather, it includes a rotating hammer and anvil mechanism (the running precept is mentioned below).
An essential factor to observe right here is the distinction among effect drivers and hammer drills. Impact drivers come near corresponding to hammer drills in phrases of operation and their screw-using abilities. However, there are principal elements that differentiate one from the opposite.
Firstly, hammer drills, as is clear through the name, are able to making holes and using via numerous tough materials. Impact drivers, on the opposite hand, aren't constantly able to doing the equal besides insure cases (like changing the drill bit). Impact drivers are designed to conquer this problem.
Since they practice torque most effective wherein resistance is, you could relaxation confident that your screws won’t be broken while being hammered down. Many drill bits hitting the cabinets nowadays are labeled ‘effect ready.’ These encompass quarter-inch hex shanks that allow customers to drill holes and pressure screws while not having to extrude the bit.
3. HAMMER DRILL
It seems quite plenty similar to a drill motive force however an extra superior operation has. For this purpose, a hammer drill is likewise normally known as a hammer drill motive force. A true hammer drill will come up with the choice to pick among ordinary drilling, hammer drilling, or using automatically with the clutch.
If you need to carry out screw-using duties, all you want to do is transfer to traditional drill settings. Therefore, in case you are seeking out a multipurpose strength device, going for a hammer drill is possibly your fine bet. Hammer drills are on occasion additionally known as percussion drills because of their ‘percussive’ mechanism. They supply brief however effective hammer thrusts in fast succession to interrupt via the cloth with extensively much less attempt than required otherwise.
4. ROTARY HAMMER DRILL
Owing to their first-rate strength for coping with all kinds of stone and brickwork, they have got additionally earned the name ‘masonry hammer.’ Other names normally used to consult rotary hammer drills encompass root hammer, root hammer drill, and SDS hammer (brief for Slotted Driver Shaft hammer). This strength device is designed to carry out heavy-obligation duties like drilling and chiseling strong materials.
Root hammers are just like hammer drills with inside the experience that they ‘hammer’ the bit because it spins approximately its axis. The distinction lies with inside the underlying running precept. Unlike hammer drills that make use of a unique clutch, rotary hammers are primarily based totally on a piston mechanism.
This lets in them to pound the bit with top notch force, in the long run supporting you drill massive holes in no time. To simplify the idea, you could think about a rotary hammer drill because the massive brother of an ordinary hammer drill. They are available numerous extraordinary sizes and May kind of the equal length, or an extensively large than a median hammer drill. The length of a rotary hammer drill majorly relies upon at the strength specs and the torque score of the device.
5. CORE DRILL
Core drills are a truly particular form of drill. They are absolutely extraordinary from all of the different kinds of drills now no longer simply in phrases of operation, however additionally from a classy factor of view. If you ever encounter a middle drill, you may be capable of discover it effortlessly with its elongated cylindrical assembly. While the usage of the primary middle drill dates as some distance again as 3,000 BC, those gear have an extended manner due to the fact that their invention.
Needless to say, cutting-edge middle drills are nowhere close to the ones utilized by historical Egyptians. A middle drill, as we see today, refers to a drill used to make holes in a floor. You ought to be thinking, ‘Duh, what’s the massive deal approximately that?’ Well, to start with, it’s the dimensions of the holes that those drills are able to making.
If you recollect the cement middle drills used with inside the production enterprise or maybe through expert offerings like plumbing for that matter, you’d be amazed to peer that maximum of them can drill holes as massive as much as 5 toes in diameter! Moreover, it’s the fashion of creating those holes that unit’s middle drills aside from their alternatives. These gear function a middle bit this is cylindrical in form – and hole with inside the center. So, while it turns at an excessive speed, it effects with inside the elimination of a well-reduce cylinder from the floor of the cloth being drilled.
6. GROUND AUGER
A floor auger, additionally referred to as an earth auger or simply, auger, is the superior model of the vintage drills that have been constructed from an extended and thick metallic bit connected to a horizontal hardwood deal with inside the form of the alphabet T.
Modern augers have the equal fundamental shape however are powered through energy in preference to being pushed manually. Some fashions use fuel line strength rather than AC deliver to show the motor with inside the device.
Twist drills, drill size and specifications
General Description:
Twist drill bits are the maximum not unusual place form of drill bit and are used for regular drilling in all forms of fabric. They also are the maximum complicated because of the sheer wide variety of size, tip, and fabric specifications.
Length Designations:
The period of a twist drill has tons to do with its rigidity - a shorter bit can be more potent and much less probable to wander or smash however won't have the attain wanted for all jobs.
Twist drill bits to be used in automatic equipment have an real period specification (e.g. 4-1/2") at the same time as maximum (now no longer all) twist drills to be used in transportable drills are graduated period and use a call to specify the period range:
Jobber Length:
These are the maximum not unusual place twist drills and are a very good compromise among period and power. Jobber drills range in period in step with their diameter and commonly have a flute period of 9-14 instances the slicing diameter, i.e. a 1/2" jobber drill has a flute period of 4-1/2" (9 instances the diameter) with smaller drills having a bigger ratio.
Mechanics Length:
Shorter than jobber drills, mechanics period drills are named as such due to the fact they match into tighter areas and are much less probable to interrupt at the same time as nevertheless permitting an affordable flute period.
Screw Machine Length:
Also called "stubby period", those are the shortest not unusual place drill bits. Originally designed for screw machines, many humans decide upon those because of their excessive power and brought running clearance.
Extra Length:
These are more lengthy drill bits (as much as 18") with flutes extending the whole period of the bit. Extra period drills may be very fragile and without problems damaged so it is normally nice to drill as deep as viable with a jobber or shorter bit earlier than switching to a further period drill bit.
Aircraft Extension:
Similar in period to more period bits, plane extension drill bits emphasize attain over slicing intensity and feature a shorter flute period (approximately similar to a jobber drill). This makes the bit tons more potent and much less liable to bending and breaking.
Silver and Deming:
More than a period specification, Silver and Deming drill bits are 6" lengthy with a 3" flute period and a 1/2" diameter shank. All Silver and Deming bits are over 1/2" slicing diameter, starting from 33/64" to 1-1/2", and are in the main meant to be used in a drill press.
Size Designations:
Common twist drills to be used in transportable drills, etc. are to be had in fractional inch, twine sizes, letter sizes, and metric decimal millimeter. Twist drills to be used in automatic equipment are best to be had in fractional inch and decimal millimeter. See our Drill Bit Size Chart for the breakdown of fractional, letter, and twine sizes.
Tipped drills
Tip Styles: Twist drill bits are to be had with extraordinary tip patterns to in shape diverse programs as mentioned beneath:
Standard Drill Point Conventional Drill Point:
This is the maximum not unusual place tip fashion as visible on normal popular motive drills. The tip perspective is commonly 118 levels however can range from 90° to excessive perspective "Lexi Point" to be used in acrylics. Conventional drill factor drills are the maximum most cost-efficient and are effortlessly re-sharpened. Suitable for wooden, non-ferrous metals and slight metal.
Split Drill Point:
This is a complicated drill factor that forestalls on foot and gives stepped forward penetration with much less effort.
Available in 118 or one hundred thirty five diploma angles, break up factor drill bits are higher for drilling in curved surfaces or in alloy steels.
They are extra highly-priced and extra tough to re-sharpen than widespread drill factors. V-Point Drill-Point: This is a unique excessive perspective tip used on drill bits for computerized wooden dull machines. V-factor drills are used to create thru-holes in sheet inventory for dowels or different meeting hardware.
Brad Point Drill Brad Point:
Designed for developing blind holes in wooden and different smooth substances for shelf pins, dowels, etc. Brad points also are used for thru-holes in CNC programs in which a traditional drill factor might penetrate the desk beneath the panel. Brad points have spurs at the outer edges to save you splintering and chipping of the floor cloth in addition to a middle spur to save you on foot because the bit penetrates the floor.
Fishtail Drill Fishtail Point:
These unique drill factors shape a reverse "V" with inside the tip and are designed for drilling right into a floor at a perspective with out on foot. They are generally used as middle drills in counter bores for furnishings meeting in which panels need to be joined at proper angles.
Taper Point Drill Taper Point:
These drill bits have a completely big taper, extending some distance up the drill which creates a tapered hole. Primarily used for antique fashion wooden screws.
Flute Styles:
Most twist drills have flutes to evacuate the chips at an unspecified perspective, and are appropriate for almost all of programs. Some distinctiveness twist drills can be exact as "High Helix", "Fast Spiral" or "Low Helix", "Slow Spiral" for particular programs requiring better or decrease spindle speeds or feed rates.
Shank Styles:
Twist drill bits designed to be used in computerized equipment have constant diameter (commonly 1/2" or 10mm) shanks, threaded shanks, or distinctiveness shanks designed for sure machines. General motive twist drills to be used in transportable drills have shanks the equal diameter because the bit size (as much as a sure diameter), large diameter bits include a discounted shank (both 1/4”, three/8” and 1/2") to match right into a widespread drill chuck. Some bits have three apartments at the shank to save you spinning beneath excessive torque loads.
Others have 1/4" hex shanks to be used in a transportable drill with a hex bit holder.
Materials:
General motive twist drills to be used in transportable drills are to be had in extraordinary grades of excessive velocity metal in addition to cobalt metal and strong carbide. Twist drill bits for computerized equipment are to be had in carbon metal, excessive velocity metal, carbide tipped, and strong carbide.
Coatings:
General motive drill bits are to be had with black oxide, bronze oxide, a mixture of black and bronze oxide, and Tin coatings. Twist drills for computerized equipment on our web web page are commonly to be used in wooden or plastics and aren't coated.
Type of drilling machines-portable drilling machine
Portable drilling device may be carried and used everywhere with inside the workshop.
It is used for drilling holes on work pieces in any position, which isn't always feasible in a preferred drilling device.
The entire drilling mechanism is compact and small in length and so may be carried everywhere.
This kind of device is extensively tailored for vehicle built-up work. The motor is commonly popular kind
These machines can accommodate drills from 12mm to 18 mm diameter. Portable drilling machines are operated at better speeds.
Key Takeaways:
- Conventional drill factor drills are the maximum most cost-efficient and are effortlessly re-sharpened. Suitable for wooden, non-ferrous metals and slight metal.
- V-factor drills are used to create thru-holes in sheet inventory for dowels or different meeting hardware.
- These drill bits have a completely big taper, extending some distance up the drill which creates a tapered hole. Primarily used for antique fashion wooden screws.
Bench Drilling Machine:
- Portable drilling tool can be carried and used anywhere with inside the workshop.
- It is used for drilling holes on work pieces in any position, which isn't viable in a favored drilling tool.
- The entire drilling mechanism is compact and small in duration and so can be carried anywhere.
- This type of tool is appreciably tailor-made for car built-up work.
- The motor is generally famous type
- These machines can accommodate drills from 12mm to 18 mm diameter.
- Portable drilling machines are operated at higher speeds.
- The hand vice is one secure manner of protecting cloth while drilling. It has jaws which are closed through turning a wing nut. In the instance the
- Perspex is held with inside the vice and it additionally rests on scrap timber at the desk.
- The peak of the desk is ready through adjusting the peak adjuster lever.
- When drilling the desk ought to be moved pretty near the drill bit in order that the space from the drill bit to the cloth is small.
- The protect ought to usually be used.
- This is the primary line of defense if the cloth being drilled breaks or shatters.
- Wearing goggles is the second one line of defense.
Right Drilling machine:
- Every editorial product is independently selected, eleven though we can be compensated or obtain an associate fee in case you purchase something thru our links.
- Ratings and fees are correct and gadgets are in inventory as of time of publication.
- A proper attitude drill isn’t a device you’ll see in each kit, so you will be amazed to research simply how beneficial it could be.
- Right attitude drills are a… A proper attitude drill isn’t a device you’ll see in each kit, so you will be amazed to research simply how beneficial it could be.
- Right attitude drills are lesser-recognized DIY necessities that may be a game-changer for each person who frequently has to paintings in tight or limited spaces.
- Read on for greater information on what a proper attitude drill is and on which forms of tasks you’ll need to attain for one.
- The proper attitude drill is quite flexible and may be beneficial in almost any DIY undertaking that receives you into tight spaces, along with plumbing and different production tasks.
- For example, whilst drilling or screwing among ground joists, inner a cabinet, or everywhere the screws can be tough to attain with a regular drill.
- You can use a proper attitude drill in conditions like this to keep away from running with a screwdriver or different guide device.
- A proper attitude drill also can be a high-quality match when you have hassle drilling holes efficaciously or straight-on.
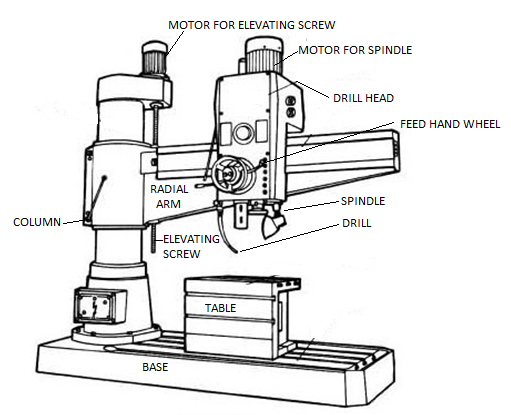
Radial Drilling Machine:
Working of Radial Drilling Machine: Initially, whilst an energy deliver is given, the spindle rotates, that is pushed via way of means of the motor.
- Since the radial arm can circulate up and down with inside the column, the radial arm is adjusted in keeping with the operation and peak of the work piece.
- The spindle is hooked up to the chuck, and the drill bit is located with inside the jaw of the chuck.
- The head of the drilling system is likewise adjusted in order that the device is in the appropriate function to make a hollow with inside the work piece.
- After that, an appropriate feed is given, after which the drill bit without problems actions into the work piece. The power mechanism used with inside the drilling system is the rack and pinion mechanism. In rack and pinion mechanisms, gears are used to transform rotation to linear movement.
- When the hand wheel is rotated, the pinion this is connected to the rack additionally rotates, which converts the rotation to linear movement and consequently actions in the direction of the drill bit work piece. Radial drilling machines are used to drill mediums to huge and heavy work pieces.
- Those machines are used to drill holes in a given radial distance. It is specifically used whilst the component’s length is larges in peak.
- Radial drilling machines are on the whole designed for drilling holes in heavy jobs or work pieces.
- Since heavy paintings can't circulate plenty, the radial drilling system is made in the sort of manner that the system device can circulate any a part of heavy paintings without doing plenty paintings.
Universal Drilling Machine:
The drilling device is one of the maximum essential tools. It has converted a number of complicated production strategies into quite simple tasks.
- It is a crucial device this is utilized in numerous commercial and industrial operations; including construction, woodworking, metalworking etc. It is likewise normally referred to as a drill press.
- It is largely used for drilling holes of diverse sizes as in keeping with required depths on any floor area.
- More over it's far applied for tapping, reaming, counter boring, countersinking, spot going through etc. There are numerous classes of it including the upright, radial and unique cause drilling tools.
- Even eleven though these kind of are execute the essential drilling task; there are positive particular targets and further capabilities that may be achieved greater exactly and easily. A radial drilling device has a drilling head, that is set up to slip alongside a radial arm; and may be rotated, raised or lowered, on a vertical mast to regulate the placement of the drill above the paintings piece.
- It is used for several features that encompass drilling, reaming, boring, tapping, counter boring, lapping, screwing and see going through.
- These are able to drilling an extensive variety of substances crafted from solid iron, steel, plastic etc.
- The trendy variety consists of V belt pushed radial drill and all geared radial drill; in addition to the imported radial drill machines. These are generally categorized on the premise of the arm period and the width of the drill bit swing.
- The undeniable radial drilling usually has a vertical spindle that won't flow over the paintings piece. In the 1/2 of ordinary drilling the spindle may be swung in a single area over the paintings piece. A complete ordinary drilling device gives a wonderful quantity of flexibility. .
- It has the functionality to transport and swing in any aircraft and over any angle; without shifting the paintings piece. It is a distinctly flexible workshop device. The drilling spindle is hooked up to the cease of an arm.
- Hence it could preserve huge sized paintings portions, relying at the period of the arm. Whereas with inside the different varieties of drilling machines; most effective smaller paintings portions may be located beneath the drill.
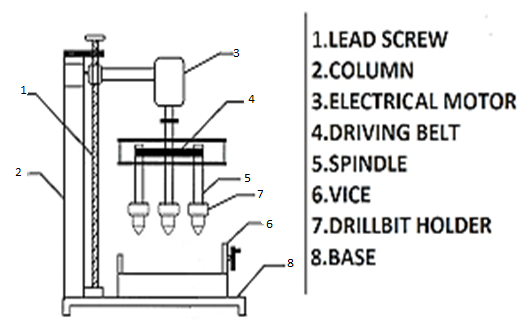
Multi Sided Drilling machine:
- The drilling device is usually referred to as a drill press and is liable for drilling numerous sizes of holes in any floor location and to unique depths.
- Although drilling device is broadly speaking utilized in drilling holes, there are some different capabilities that the drilling device is able to performing.
- These capabilities consist of spot facing, tapping, reaming, counter uninteresting and countersinking to call some. What is Multi Spindle Drilling Machine?
- Multi Spindle Drilling Machines are typically used for drilling wide variety of holes simultaneous together. They are utilized in mechanical enterprise so one can boom the productiveness of machining gadget and to lessen the operation time.
- For example, gang drills and lots of screw machines are Multi Spindle machines. Multi-spindle drilling machines are classified into distinctive layouts i.e. vertical multi-spindle drilling device and horizontal spindle drilling device and are broadly utilized in financial mass manufacturing. The multi- spindle drilling device is a manufacturing form of device.
- The drill heads includes numerous spindles established on angular touch ball bearings and pushed through a hard and fast of gears. For spindles in which the middle distance are very near needle curler thrust bearings are used.
- The pressure to the spindle is through AC spindle CNC motor or through AC induction motor. The pace of the spindles pushed through an induction motor is numerous through the usage of variable frequency pressure. The drill head is interchangeable.
- The handiest vital element to word approximately multi-spindle drilling machines is they do now no longer provide an awful lot flexibility at the same time as processing due to the fact their spindles are organized rigidly.
- Therefore, this form of device is handiest utilized in excessive extent manufacturing.
Key Takeaways:
- The entire drilling mechanism is compact and small in duration and so can be carried anywhere.
- When drilling the desk ought to be moved pretty near the drill bit in order that the space from the drill bit to the cloth is small.
- A proper attitude drill isn’t a device you’ll see in each kit, so you will be amazed to research simply how beneficial it could be.
- The head of the drilling system is likewise adjusted in order that the device is in the appropriate function to make a hollow with inside the work piece.
Though drilling is the primary operation performed in a drilling machine, a number of similar operations are also performed on holes using different tools. The different operations that can be performed in a drilling machine are:
- Drilling
- Reaming
- Boring
- Counter boring
- Countersinking
- Spot facing
- Tapping
1. Drilling
Drilling is the operation of producing a cylindrical hole of required diameter and depth by removing metal by the rotating edge of a cutting tool called drill.
Drilling does not produce an accurate hole in a work piece. The internal surface of the hole generated by drilling becomes rough and the hole is always slightly oversize due to vibration of the spindle and the drill.
2. Reaming
- The size of hole made by drilling may not be accurate and the internal surface will not be smooth. Reaming is an accurate way of sizing and finishing a hole which has been previously drilled by using multi-point cutting tool known as reamer.
- The surface obtained by reaming will be smoother and the size accurate. The speed of the spindle is made half that of drilling.
- Reaming removes very small amount of metal (approx 0.375 mm). In order to finish a hole and bring it to the accurate size, the hole is drilled slightly undersize.
3. Boring
Boring is the operation enlarging the diameter of the previously made hole. It is done for the following reasons.
a) To enlarge a hole by means of an adjustable cutting tool. This is done when a suitable sized drill is not available or the hole diameter is so large that is cannot be ordinarily drilled.
b) To finish a hole accurately and bring it to the required size.
c) To machine the internal surface of the hole already produced in casting.
d) To correct out of roundness of the hole.
e) To correct the location of the hole as the boring tool follows independent path with respect to the hole.
4. Counter boring
- Counter-boring is the process of enlarging the existing hole to a larger diameter and making the surface at the bottom of the larger diameter flat.
- Counter boring is the operational enlarging the end of the hole cylindrically. The enlarged whole forms square shoulder with the original hole.
- This is necessary in some cases to accommodate the heads of bolts, studs and pins. The tool used for counter boring is known as counter bore.
- The counter bores are made with cutting edges which may be straight or spiral. The cutting speed for counter boring is at least 25% lesser than that of drilling.
5. Countersinking
- Countersinking is the operation of making a cone shaped enlargement at the end of the hole. The included angle of the conical surface may be in the range of 60° to 90°.
- It is used to provide recess for a flat headed screw or a counter sunk rivet fitted into the hole. The tool used for counter sinking is known as a countersink.
- It has multiple cutting edges on its conical surface. The cutting speed for countersinking is 25% lesser than that of drilling.
6. Spot facing
- Spot facing is the process of enlarging the existing hole to a larger diameter and making the surface at the bottom of the larger diameter flat such that the depth of the enlarged hole is sufficient to provide a seat for the washer. Spot-facing is similar to the counter-boring except in spot-facing the depth of the enlarged hole is very small.
- Spot facing is the operational smoothing and squaring the surface around a hole.
- It is done to provide proper seating for a tutor the head of a screw or the washer. Counter bore or a special spot facing tool may be employed for this purpose.
7. Tapping
- Tapping is the operation of cutting internal threads by means of a cutting tool called ‘tap’. Tapping in a drilling machine may be performed by hand or by power.
- When the tapes screwed into the hole, it removes metal and cuts internal threads which will fit into external threads of the same size.
Time Estimation for drilling:
Machining Time:

- Ld (mm): Drilling depth
- i: Number of holes
- n (min-1): Spindle speed
- Fr (mm/rev): Feed per revolution (feed rate)
This formula is used to calculate the machining time from the drilling depth, the number of holes, the spindle feed, and the feed per revolution.
Example of drilling into SCM430 steel:
Drilling depth (ld) = 35 mm
Number of holes (i) = 1
Spindle speed (n) = 1500 min-1
Feed per revolution (fr) = 0.1 mm/rev
In this case, the machining time (Tc) is approximately 14 seconds (0.233 mm/min).
Thread Lead Angle:
- I: Lead
- n: Number of threads
- P (mm): Pitch
- d (mm): Effective diameter of thread
This formula is used to calculate the lead angle of a screw thread.
The lead angle can be calculated from the lead, the number of threads, the pitch, and the effective diameter of thread.
Example of cutting ISO trapezoidal threads at 30° with right-handed male threads (outer diameter):
Effective diameter = 18 mm
Pitch (P) = 4 mm
Number of threads (n) = 1
Feed per revolution (fr) = 0.1 mm/rev
In this case, the lead angle (tan α) is approximately 4.05°.
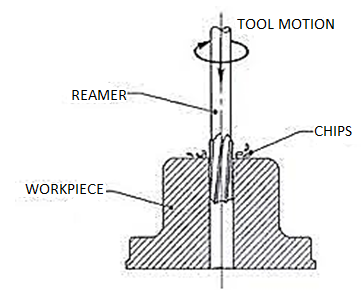
A reamer is a form of rotary reducing device utilized in metalworking. Precision reamers are designed to make bigger the scale of a formerly fashioned hollow through a small quantity however with an excessive diploma of accuracy to depart easy sides.
There also are non-precision reamers which might be used for extra fundamental expansion of holes or for casting off burrs.
The procedure of enlarging the hollow is referred to as reaming. There are many exceptional forms of reamer and they will be designed to be used as a hand device or in a gadget device, along with a milling gadget or drill press.
A normal reamer includes a fixed of parallel immediately or helical reducing edges alongside the period of a cylindrical body.
Each reducing aspect is floor at a moderate attitude and with a moderate undercut beneath the reducing aspect
Reamers should integrate each hardness with inside the reducing edges, for lengthy lifestyles, and toughness, in order that the device does now no longer fail beneath the everyday forces of use.
They ought to most effective be used to dispose of small quantities of cloth.
This guarantees a protracted lifestyles for the reamer and an advanced end to the hollow. The spiral can be clockwise or counter-clockwise relying on usage.
For example, a tapered hand reamer with a clockwise spiral will generally tend to self-feed as its miles used, probably main to a wedging movement and consequent breakage.
A counter-clockwise spiral is consequently desired despite the fact that the reamer remains grew to become with inside the clockwise path.
For manufacturing gadget tools, the shank kind is generally one of the following: a preferred taper (along with Morse or Brown & Sharpe), an immediately spherical shank to be held through a collet, or an immediately spherical shank with a flat for a fixed screw, to be held through a strong
For hand tools, the shank quit is mostly a rectangular drive, supposed to be used with the identical form of wrench used to show a faucet for the reducing of screw threads. Reamers take off cloth on the circumference of the cylindrical bore hollow.
This occurs whilst they're grew to become with the assist of a faucet wrench with little strain from above in clockwise path with inside the bore hollow. In doing so, lubricating and cooling dealers roust be fed.
Straight and spiral-fluted reamers cannot deliver off any chips throughout the procedure, the chips stay with inside the chip grooves filling them after a quick time.
1 - Work piece,
2 - Cutting aspect,
3 - Chips With
Spiral-fluted reamers - in comparison to the drill - the hand of the helix is contrary to the path of rotation (sole exception: the structural reamer) on the way to save you the reamer from being drawn into the bore.
Such reamers are used, if there are wallet or grooves with inside the bore (feather or oil grooves).
Type of Reaming Operation:
Complexity confined too directly or tapered cylindrical blind or thru holes.
Ideally, reaming allowances ought to be 0.1mm in keeping with 5mm of diameter, i.e. for a completed reamed hollow Ø20 mm, the pilot hollow to be about Ø19.6mm.
However, drilled holes previous to reaming ought to be trendy length, anyplace possible.
Allowances ought to be made for reamer-give up chamfers and the moderate taper on a few reamers whilst machining blind holes, despite the fact that extra applicable to thru holes.
Standard sizes used anyplace possible.
Through holes desired to blind holes.
Sizes ranging Ø3–Ø100 mm No unique machines are used for reaming.
Reaming may be executed on drilling machines, lathes, milling machines and machining centers, or via way of means of hand.
Basic reamer sorts include: hand (directly and tapered), machine (rose and fluted), shell, expansion, adjustable and indelible insert reamers.
Titanium nitride coatings are on occasion used to growth device life.
Combination drills and reamers also are available.
An inventory wrench of suitable length for containing the reamer is used.
The reamer need to be stored in its accurate function relative to the job. It need to be run slowly and immoderate feed need to be avoided.
It ought to be continually be grew to become with inside the slicing direction.
Sufficient quantity of slicing fluid ought to additionally be employed.
When casting off the reamer, it need to be grew to become with inside the slicing direction.
Reamers with blunt or chipped edges need to now no longer be used.
Boring:
In machining, dull is the manner of enlarging a hollow that has already been drilled (or cast) with the aid of a single-factor reducing tool (or of a run of the mill head containing numerous such tools), along with in dull a gun barrel or an engine cylinder.
Boring is used to reap more accuracy of the diameter of a hollow, and may be used to reduce a tapered hollow.
Boring may be considered because the internal-diameter counterpart to turning, which cuts outside diameters.
There are numerous sorts of dull. The dull bar can be supported on each ends (which handiest works if the present hollow is a thru hollow), or it could be supported at one end (which fits for each, thru holes and blind holes).
Line boring (line dull, line-dull) implies the former. Back boring (again dull, again-dull) is the manner of achieving thru a current hollow after which dull on the "again" facet of the work piece (relative to the system headstock).
Because of the restrictions on tooling layout imposed through the reality that the work piece on the whole surrounds the tool, dull is inherently particularly greater hard than turning, in phrases of reduced tool holding rigidity, multiplied clearance attitude requirements (restricting the quantity of help that may be given to the reducing edge), and trouble of inspection of the ensuing floor (size, form, floor roughness).
Types Of boring machines:
- Line boring machines
- Tunnel boring machines
- Horizontal boring machines
- Directional boring machines
- Cylinder boring machines
- Jig boring machines
- Portable boring machines
- Vertical boring machines
- Coupling boring machines
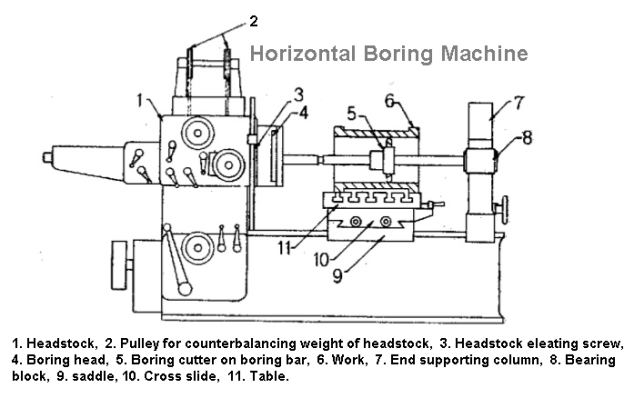
Horizontal Boring machine:
Which are almost not possible to maintain and rotate in an engine lathe or in a drill device. The dull device has, therefore, been growing commonly to do this.
So on this article, we can talk all of the statistics approximately the horizontal dull device.
In addition to its number one motive of dull, the variety of speeds and feeds presenting to the numerous traversing elements permit drilling, milling and going through to carry out with identical facility.
By the proper of easy attachments, using the device can make bigger nonetheless similarly to consist of screw cutting, turning, planetary grinding, or tools cutting. In kinds of dull device, the horizontal dull device is one of the maximum beneficial and crucial machines.
Let’s see the way it works. Following are the principle elements of horizontal dull device: Bed Headstock helping column End helping column Headstock Saddle and desk Boring bars
1. Bed
The mattress is that a part of the device that is becoming at the ground of the store and has a box-like casting. The mattress helps the column, tables and different elements of the device.
2. Headstock Supporting Column
The column gives aid to the headstock and publications it up and down appropriately with the aid of using the guide ways. The column which has whole homes and is closely ribbed to feature rigidity. Some columns are stationary, others can be made to slip alongside the mattress.
3. End Supporting Column
The quit helping column located at the alternative quit of the mattress homes. Bearing block is supplied for helping an extended dull bar. The column can be adjusted at the sideways of the mattress in the direction of or far from the spindle for helping the unique duration of dull bars. It can be moved at proper angles to the spindle as with inside the case of a ground kind device.
4. Headstock
The headstock mounting at the column helps, drives, and feeds the device. A spindle gives rotary motion to the device and the quill can be moved longitudinally to offer feeding motion of the dull cutter. The spindle nostril is supplied with a tapered hollow for receiving taper shanks of the dull bar or another device. A headstock can also additionally circulate up and down at the column for putting the device for unique heights of the paintings.
5. Saddle and Table
The tables aid the paintings and is, therefore, gives T-slots for containing numerous devices. The saddle lets in the paintings to be moved longitudinally at the mattress. The desk can be moved crosswise at the saddle. These moves can be sluggish or fast and are achieved with the aid of using hand or power.
6. Boring Bars
The dull bar helps the cutter for containing operations on jobs having massive bore diameters. For quick holes, the bar can also additionally aid at the headstock spindle quit only. For lengthy paintings, the bar is supported at the spindle quit and at the column bearing block.
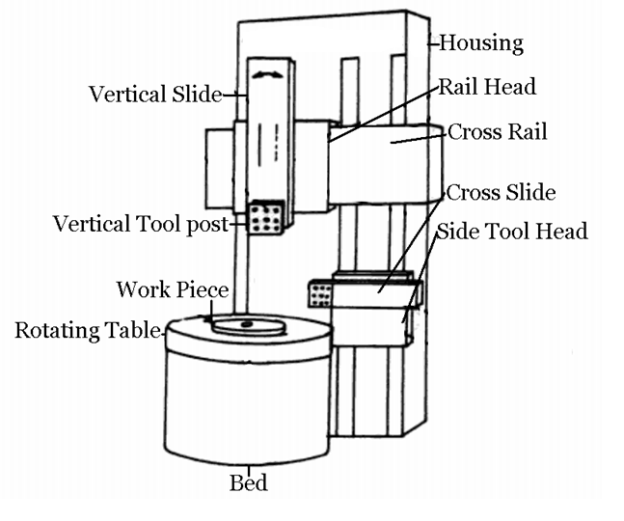
Vertical Boring Machine:
In this uninteresting system paintings piece rotate on a horizontal desk and device stays desk bound besides for the feed
This unique layout of the system presents sure awesome benefits over a lathe for a selected magnificence of paintings.
The benefits are:
1. Large diameter and heavy work pieces, just like chucking jobs on a lathe, can be installation greater conveniently and quick than on a lathe. It is less difficult to put a work piece down at the desk in preference to to grasp it up.
2. The desk and the paintings it consists of rotate in a horizontal plane, and there may be no overhang as with inside the case of a lathe spindle, and therefore any hazard of bending the spindle which helps the heavy work piece is eliminated.
3. The desk being horizontal, the diameter of the desk can be designed as massive as feasible to help massive work pieces.
4. Multiple tooling can be tailored with inside the case a vertical uninteresting system with its turret kind device publish growing the charge of production.
Vertical turret lathe combines the benefits of the vertical uninteresting mill and the turret lathe.
- A vertical uninteresting system of smaller length is known as a vertical turret lathe.
- It has an index able turret installed upon the move rail above the desk for a couple of tooling.
- A 4 station rectangular turret aspect head which permits facing, turning, under reducing and plenty of different operations is installed on the aspect of the lathe.
- The move rail might also additionally have vertical changes and for ease of operation its far counter balanced.
- The turret installed at the saddle can be moved crosswise with the aid of using hand or power.
- The turret will also be moved in a vertical plane.
- The aspect head additionally has up and down and from side to side changes from the middle of the desk.
- The system is appropriate for uninteresting and turning railroad wheels, piston rings, equipment blanks, etc.
- Standard vertical uninteresting system is bigger in length than vertical turret lathe and there may be no turret lathe.
- The system is supplied with vertical heads and one or aspect heads.
- The system is especially supposed for uninteresting massive cylindrical and symmetrical work piece.
- Turbine castings, locomotive tires, etc. are a number of the not unusual place examples which want vertical uninteresting system.
Jig Machine:
- The jig uninteresting system is the maximum correct of all system equipment.
- This changed into evolved with inside the 12 months 1910 in Switzerland and used as a finding system.
- The actual jig borer changed into first constructed with inside the 12 months 1917 via way of means of Pratt and Whitney.
- The jig uninteresting machines at the moment are used for manufacturing of jigs, fixtures, equipment and different precision components which require excessive diploma of accuracy.
- They characterized via way of means of provisions of maximum accuracy via rigidity, low thermal enlargement and specific spacing holes.
- The machining accuracy could be very excessive, inside variety of 0.0025 mm.
- A jig uninteresting system resembles in look to a vertical milling system, however up to now its operation and accuracy are involved there cannot be any evaluation the 2.
- The spindle and different components of the system are extraordinarily inflexible to withstand deflection and the vibration is minimum.
- The spindle runs in preloaded antifriction bearing. The spindle housings are made from invar having a completely low coefficient of linear enlargement.
- The jig uninteresting system calls for to be operated in temperature may be maintained constant. This is crucial to save you inaccuracy with inside the system with inside the paintings being synthetic because of thermal enlargement of the metal.
- Vertical milling system kind resembles in production to a vertical milling system.
- The spindle rotates on a vertical column and the horizontal desk rests at the mattress in the front of the column.
- The positioning of the paintings established at the desk can be acquired via way of means of compound moves of the desk, perpendicular and parallel to the column face.
- Planer kind includes vertical columns at the 2 sided of the desk and is established at the base.
- The desk has reciprocating motion for adjustment of the paintings. The spindle is established at the move rail bridging the 2 vertical columns.
- In a planer kind jig borer, co - ordinate moves for hollow places are supplied via way of means of the longitudinal motion of the desk and the move motion of the spindle alongside the move rail.
Micro boring:
With an outstanding increase document on this industry, we're presenting a big selection of Micro Boring Bar.
Application: Suitable for excessive velocity, medium, tough reducing with cartridge.
Suitable for reducing huge kind element and heavy intensity of reduce carried out because of rigidity.
The dull processing is stated that it's far difficult. The motives are in follows.
(1) We are difficult to look the processing floor.
(2) The scraps are saved with inside the hole. When the scraps are saved, the floor cannot be completed to excessive roughness.
(3) Because we cannot see the lowest of a deep hole, it's far difficult to forestall the dull bar at the lowest location. We should rely the dimensions of the lathe and the sound.
(4) Especially the case of a small hole, the bottom of the dull bar touches a fabric. We should set the height of the threshold suitably
(5) Because a humdrum bar is long, the device has vibrations easily. It is relied on the rigidity of the dull bar.
The reducing of a skinny fabric is just too difficult. Because the fabric has vibrations and it has a terrible roughness.
In such cases, typically the rotating velocity should be low. Still more, whilst the vibrations cannot be stopped, it's far higher to roll a protracted rubber belt across the fabric.
Boring Operations:
1. Boring operation
In this operation holes are bored through the use of dull bars. Multiple holes can be bored one after any other through converting the location of the work piece and aligning it every time with the dull bar. To bore a hole, the dull bar is suited for the spindle and the cutter is adjusted with inside the dull bar to the desired size and a mild reduce is then taken. The bore is measured, required velocity and feed adjusted and the reduce is then completed.
2. Forming operation
This operation is carried out through move feed motion of the saddle.
3. Machining flat floor
For appearing this operation, the move rail and the ram is locked on the favored position. Then, the saddle is fed move sensible even as the paintings revolves at the table. The intensity of reduce is given through the ram.
4. Taper dull operation
The taper and conical surfaces are became through swiveling the device head to the desired perspective. When a conical floor having a huge blanketed perspective that is past the variety of the swiveling association of the device head is became, a blended move and down feed is implemented concurrently at the device to reduce the desired taper.
5. Turning cylindrical floor
In this activity, the saddle is clamped to save you any horizontal motion of the ram, and the ram is fed downwards. The large diameter holes are bored through feeding the device head without delay with inside the paintings and the smaller diameter holes are bored through the use of an uneventful bar connected to the device head.
6. Cutting off and necking operation
This operation is much like the forming operation and it's also carried out through move feed motion of the saddle.
Key Takeaways:
- Line boring (line dull, line-dull) implies the former. Back boring (again dull, again-dull) is the manner of achieving thru a current hollow after which dull on the "again" facet of the work piece (relative to the system headstock).
- In kinds of dull device, the horizontal dull device is one of the maximum beneficial and crucial machines.
- A headstock can also additionally circulate up and down at the column for putting the device for unique heights of the paintings.
- This unique layout of the system presents sure awesome benefits over a lathe for a selected magnificence of paintings.
Broaching is a machining technique that makes use of a toothed tool, referred to as a broach, to cast off material. There are most important forms of broaching: linear and rotary. In linear broaching, that is the greater not unusual place technique, the broach is administered linearly towards a floor of the work piece to impact the reduce.
Linear broaches are utilized in a broaching gadget, which is likewise now and again shortened to broach. In rotary broaching, the broach is circled and pressed into the work piece to reduce an axisymmetric shape.
A rotary broach is utilized in a lathe or screw gadget. In each procedures reduce is completed in a single by skip of the broach, which makes it very efficient. Broaching is used whilst precision machining is required, especially for extraordinary shapes.
Commonly machined surfaces consist of round and non-round holes, splines, keyways, and flat surfaces.
Typical work pieces consist of small to medium-sized castings, forgings, screw gadget parts, and stampings.
Even eleven though broaches may be expensive, broaching is normally preferred over different procedures whilst used for high-amount manufacturing runs.
Type of broaches:
Surface broaches
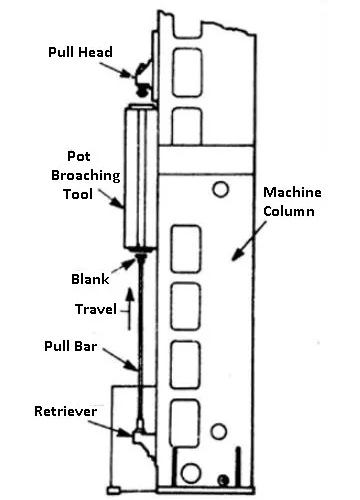
Slot broaches (G & H) are for reducing slots of diverse dimensions at excessive manufacturing rates. Slot broaching is lots faster than milling while multiple slot wishes to be machined, due to the fact a couple of broaches may be run thru the component on the equal time at the equal broaching machine. Contour broaches are designed to reduce concave, convex, cam, contoured, and abnormal formed surfaces. Pot broaches are reduce the inverse of an inner broach; they reduce the outdoor diameter of a cylindrical work piece
Internal broaches
Solid broaches are the maximum not unusual place type; they're crafted from one stable piece of material.
For broaches that put on out quick shell broaches are used; those broaches are just like a stable broach, besides there may be a hollow thru the middle in which it mounts on an arbor.
Shell broaches price greater initially, however shop the price common if the broach need to get replaced frequently due to the fact the pilots are at the mandrel and do now no longer ought to be reproduced with every replacement. [Modular broaches are usually used for big inner broaching applications. They are just like shell broaches in that they're a multi-piece construction. This layout is used due to the fact it's far inexpensive to construct and reshape and is greater bendy than a stable layout. A not unusual place sort of inner broach is the keyway broach (C & D). It makes use of a unique fixture known as a horn to guide the broach and nicely find the component with relation to the broach
Nomenclature:
Broaching is a metallic slicing operation the use of a toothed device referred to as broach. There is form of broaching, linear broaching and rotary broaching. In linear broaching, broach run linearly towards the work piece.
In rotary broaching, the broach is rotated (the use of lathe and screw machine) after which pressed towards the work piece to reduce predetermined shape.
The broaching similarly categorized into inner, external, push, pull, vertical, horizontal etc. following discern indicates the not unusual place inner slicing the use of broach.
Broach/ broaching device is a couple of toothed device made within side the shape of rods and bars.
Teeth are organized much like saw, besides various tooth peak over the duration of device.
The peak of every enamel determines fabric elimination via way of means of the enamel. The collection of a couple of enamel is organized in 3 awesome sections referred to as roughing tooth, semi-completing tooth, and completing tooth.
Following discern indicates the factors of a broach.
Roughing tooth are the designed to do the difficult slicing, it gets rid of the majority of fabric.
The semi-completing tooth dispose of small quantity of fabric while in comparison to difficult slicing tooth. It is observed via way of means of completing tooth for completing operation, and gets rid of little or no fabric.
Pull end: Engaging broach in machines. Neck: this quick component has diameter decrease than the alternative elements. Which is wherein the device allowed to fail in case of overloading.
Front pilot and Rear pilot: elements enables in finding and resting of device.
Teeth: slicing of fabric takes location here.
The modern tooth take of the successive layer from work piece, and big quantity of fabric could be eliminated via way of means of an unmarried pass.
The pitch of broach determines the duration of reduce and chip thickness which broach can handle. While the land of enamel determines the electricity of device.
The rake angles of tooth is relying at the fabric to be reduce. Each broach is designed to do a particular machining operation (particular dimension, geometry, etc.)
Types of broaching machines:
Horizontal Broaching Machine
Nearly all horizontal machines are of the pull-kind. They can be used for both inner and outside broaching, despite the fact that inner paintings is the maximum common.
A horizontal broaching device is proven within side the figure.
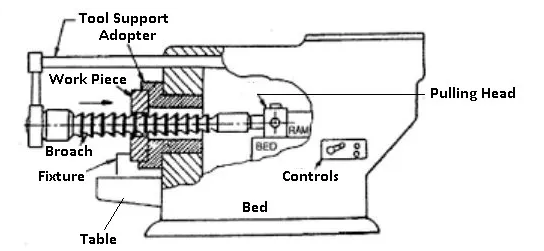
It includes a mattress or a base a touch greater than two times the duration of the broaching stroke, a broach pilot and the power mechanism for pulling the broach. Horizontal Broaching Machine Horizontal broaching machines are used by and large for broaching keyways, splines, slots, spherical holes, and different inner shapes or contours. They have the drawback of taking greater ground area than do the vertical
Machines. However, lengthy broaches and heavy work pieces are effortlessly handled.
Vertical Broaching Machine
The vertical kinds can be acquired in both push and pull kind. The push-kind is the maximum popular. A vertical broaching device is proven within side the figure. Vertical machines are utilized in more than one operations due to the fact that they're handy to by skip paintings from one device to another.
Of the 3 fashions available, pull down, pull up, and push down, the pull-up kind is maximum popular. Vertical machines require an operator platform or a pit and are reasonably-priced of ground area than the horizontal kind. Surface Broaching Machine
Surface Broaching Machine
Surface broaching machines have their broaching equipment connected to a ram or rams compelled in an immediately direction alongside guide ways beyond the work piece.
On a few floor broaching machines, the ram travels horizontally, on others ram travels vertically. When rams are used, the machines is referred to as a duplex broach.
Continuous Broaching Machine
For mass manufacturing of small parts, the relatively efficient non-stop-broaching approach is used on rotary or horizontal non-stop-broaching machines. Within side the rotary non-stop broaching machines, the work piece is loaded at the desk which rotates constantly.
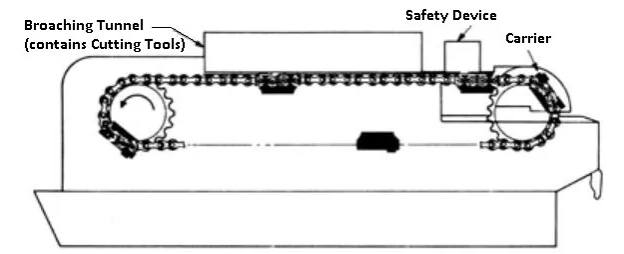
During the operation the broach is desk bound. In the horizontal non-stop broaching machines the work pieces tour as they're carried through a countless chain. The work pieces are loaded into paintings preserving furnishings established at the constantly transferring chain. During the operation, the broach is desk bound as before. Such machines are used for broaching small parts.
Key Takeaways:
- Even eleven though broaches may be expensive, broaching is normally preferred over different procedures whilst used for high-amount manufacturing runs.
- Pot broaches are reduce the inverse of an inner broach; they reduce the outdoor diameter of a cylindrical work piece
- For broaches that put on out quick shell broaches are used; those broaches are just like a stable broach, besides there may be a hollow thru the middle in which it mounts on an arbor.
- In rotary broaching, the broach is rotated (the use of lathe and screw machine) after which pressed towards the work piece to reduce predetermined shape.
References:
1. Manufacturing Engineering & Technology, S. Kalpakjian & S.R. Schmid
2. Technology of Machine Tools, Krar &Oswald
3. Manufacturing Processes, M.Begman
4. Processes & Materials of Manufacture, R.Lindberg
5. Production Technology, HMT
Unit - 5
Drilling
Drilling Machine
Drilling is an operation in which a circular hole is made by removing some volume of metal from the job by cutting tool called drill.
Drilling Machine is the simplest, moderate, and most accurate machine tool used in almost all the production shops and tool rooms. Drilling is basically a single purpose machine tool as its main purpose is to make holes in the work piece.
A machine consists of a spindle that provides rotary motion to the drilling tool, which finally makes the hole in the job (work piece).
A drilling machine is a type of machine in which the holes are being made on the work piece by making use of a rotating tool called drill bit or the twist drill. Drilling is basically a technology of creating holes.
Drilling operation can also be performed on Lathe Machine. In the lathe machine, the work piece rotates and the drilling tool is held stationary in the tailstock.
Boring
Basically, Boring is a process in which the holes are enlarged that is already being drilled or cored. To perform boring action by a machine a special holder for the boring tool is required.
Construction of Drilling Machine
- In a drilling machine, the drill is rotated and fed along its axis of rotation in the stationary work piece. Different parts of a drilling machine are illustrated in Fig. 1 and are discussed below:
- The head containing electric motor, V-belt which transmits rotary motion to the drill spindle at a number of speeds and V-pulleys.
- Spindle is made of alloy steel. Spindle rotates as well as moves up and down in a sleeve. A pinion engages a rack fixed onto the sleeve in order to provide vertical up and down motion of the spindle and hence the drill, so that the same can be fed into the work piece while drilling. Spindle speed or the drill speed can be changed with the help of V-belt and V-step-pulleys. Larger drilling machines are having gear boxes for the said purpose.
- Drill chuck is held at the end of the drill spindle which in turn holds the drill bit.
- An Adjustable work piece table is supported on the column of the drilling machine which can be moved both vertically and horizontally. These tables are having slots so that the vise or the work piece can be securely held on it.
- Base table is a made of heavy casting and it supports the drill press structure. The base supports the column which in turn, supports the table and the head.
- Column is a box section or vertical round which rests on the base and supports the head and the table. The round column have rack teeth cut on it so that the table can be raised or lowered depending upon the work piece requirements.
- It consists of following parts
1. Base
2. Pillar
3. Main drive
4. Drill spindle
5. Feed handle
6. Work table
Tools for drilling:
As mentioned, there are numerous styles of drilling gear. No rely which device you use, ensure to constantly put on protecting glasses, gloves, and a dirt mask. Of course, you need to constantly use good-first-rate gear.
So, let’s see what the maximum not unusual place styles of drills are.
Hand Drill
A hand drill is the most effective shape of drills. They are perfect for pre drilling holes earlier than placing the screws inside. Simply flip the drill left and proper till the top receives with inside the timber.
Then, maintain turning the drill to the proper till you attain the desired depth. These gear are awesome when you consider that they require no energy and are very clean to apply.
Hand Drill and Brace
Even eleven though we stay with inside the twenty first century, human beings nevertheless use those gear. They are a good deal quieter than electric powered drills and will let you make specific holes.
You can use them for timber and tender materials, however even in that case, it can’t make deep holes. There also are bits created specifically for this kind of drilling gear, which permit stepped forward precision.
Standard Electric Drill
These drills are awesome for maximum solving jobs. They will let you restoration heavier items through making holes and the usage of screws.
There are styles of electric powered drills: battery-powered drills, and those which might be powered through cable.
The first ones are exceptional due to the fact you don’t should be close to the energy deliver all of the time. Also, there aren't any any cables entering into your way. On the alternative hand, the drills powered through cable are typically a good deal extra powerful.
Hammer Drill
Hammer drills are just like general fashions however have an additional “hammering” feature. They are exquisite for drilling into difficult materials, which include concrete and stone. Many fashions will let you transfer among hammering and rotating, or maybe use each on the equal time.
Bench top Drill Press
These devices are a chunk hard to apply for novices however may be valuable to a expert DIYs. The fundamental gain of those drills is they will let you make very correct holes. Besides, they typically produce masses of energy and may be used for diverse materials.
Classification of drills:
1. DRILL DRIVER
A drill motive force is through some distance the maximum famous form of drill among homeowners – and the purpose in the back of this is pretty easy. Drill drivers are a truly flexible form of strength device that assist customers carry out a number of extraordinary duties. This consists of drilling holes and using screws into tough surfaces like wooden and metallic.
A drill motive force is normally powered via a battery. Since those drills double up as a motive force, it manner that you could effortlessly tighten or loosen screws of various sizes and thickness the usage of this strength device directly.
If you're seeking out an easy and complicated electric powered system on the way to are available on hand on numerous small-scale domestic projects, then a drill motive force might be all you want. For example, a drill motive force is a really perfect device in case you need to put in a shelf for your domestic. It can even show to be of notable gain while assembling store-bought, flat percent fixtures items, along with the ones offered at IKEA. It will assist you results easily drill via the fixtures if required, irrespective of whether or not it’s crafted from wood or iron.
2. IMPACT DRIVER
An effect motive force is especially designed for loosening bolts and using screws into tough surfaces. An effect motive force makes use of the equal rotational movement used to function a strength drill. However, what units it aside from strength drills is the truth that effect drivers integrate a hammering movement with the rotational movement. Impact drivers are on occasion additionally known as effect drills.
While the 2 phrases may be used interchangeably, it’s higher to keep away from relating to effect drivers as effect drills with the intention to keep away from confusion. This is because, in essence, effect drivers aren't especially a ‘drill’ according to se. An effect motive force does now no longer use an ahead chipping equipment like ordinary drills. Rather, it includes a rotating hammer and anvil mechanism (the running precept is mentioned below).
An essential factor to observe right here is the distinction among effect drivers and hammer drills. Impact drivers come near corresponding to hammer drills in phrases of operation and their screw-using abilities. However, there are principal elements that differentiate one from the opposite.
Firstly, hammer drills, as is clear through the name, are able to making holes and using via numerous tough materials. Impact drivers, on the opposite hand, aren't constantly able to doing the equal besides insure cases (like changing the drill bit). Impact drivers are designed to conquer this problem.
Since they practice torque most effective wherein resistance is, you could relaxation confident that your screws won’t be broken while being hammered down. Many drill bits hitting the cabinets nowadays are labeled ‘effect ready.’ These encompass quarter-inch hex shanks that allow customers to drill holes and pressure screws while not having to extrude the bit.
3. HAMMER DRILL
It seems quite plenty similar to a drill motive force however an extra superior operation has. For this purpose, a hammer drill is likewise normally known as a hammer drill motive force. A true hammer drill will come up with the choice to pick among ordinary drilling, hammer drilling, or using automatically with the clutch.
If you need to carry out screw-using duties, all you want to do is transfer to traditional drill settings. Therefore, in case you are seeking out a multipurpose strength device, going for a hammer drill is possibly your fine bet. Hammer drills are on occasion additionally known as percussion drills because of their ‘percussive’ mechanism. They supply brief however effective hammer thrusts in fast succession to interrupt via the cloth with extensively much less attempt than required otherwise.
4. ROTARY HAMMER DRILL
Owing to their first-rate strength for coping with all kinds of stone and brickwork, they have got additionally earned the name ‘masonry hammer.’ Other names normally used to consult rotary hammer drills encompass root hammer, root hammer drill, and SDS hammer (brief for Slotted Driver Shaft hammer). This strength device is designed to carry out heavy-obligation duties like drilling and chiseling strong materials.
Root hammers are just like hammer drills with inside the experience that they ‘hammer’ the bit because it spins approximately its axis. The distinction lies with inside the underlying running precept. Unlike hammer drills that make use of a unique clutch, rotary hammers are primarily based totally on a piston mechanism.
This lets in them to pound the bit with top notch force, in the long run supporting you drill massive holes in no time. To simplify the idea, you could think about a rotary hammer drill because the massive brother of an ordinary hammer drill. They are available numerous extraordinary sizes and May kind of the equal length, or an extensively large than a median hammer drill. The length of a rotary hammer drill majorly relies upon at the strength specs and the torque score of the device.
5. CORE DRILL
Core drills are a truly particular form of drill. They are absolutely extraordinary from all of the different kinds of drills now no longer simply in phrases of operation, however additionally from a classy factor of view. If you ever encounter a middle drill, you may be capable of discover it effortlessly with its elongated cylindrical assembly. While the usage of the primary middle drill dates as some distance again as 3,000 BC, those gear have an extended manner due to the fact that their invention.
Needless to say, cutting-edge middle drills are nowhere close to the ones utilized by historical Egyptians. A middle drill, as we see today, refers to a drill used to make holes in a floor. You ought to be thinking, ‘Duh, what’s the massive deal approximately that?’ Well, to start with, it’s the dimensions of the holes that those drills are able to making.
If you recollect the cement middle drills used with inside the production enterprise or maybe through expert offerings like plumbing for that matter, you’d be amazed to peer that maximum of them can drill holes as massive as much as 5 toes in diameter! Moreover, it’s the fashion of creating those holes that unit’s middle drills aside from their alternatives. These gear function a middle bit this is cylindrical in form – and hole with inside the center. So, while it turns at an excessive speed, it effects with inside the elimination of a well-reduce cylinder from the floor of the cloth being drilled.
6. GROUND AUGER
A floor auger, additionally referred to as an earth auger or simply, auger, is the superior model of the vintage drills that have been constructed from an extended and thick metallic bit connected to a horizontal hardwood deal with inside the form of the alphabet T.
Modern augers have the equal fundamental shape however are powered through energy in preference to being pushed manually. Some fashions use fuel line strength rather than AC deliver to show the motor with inside the device.
Twist drills, drill size and specifications
General Description:
Twist drill bits are the maximum not unusual place form of drill bit and are used for regular drilling in all forms of fabric. They also are the maximum complicated because of the sheer wide variety of size, tip, and fabric specifications.
Length Designations:
The period of a twist drill has tons to do with its rigidity - a shorter bit can be more potent and much less probable to wander or smash however won't have the attain wanted for all jobs.
Twist drill bits to be used in automatic equipment have an real period specification (e.g. 4-1/2") at the same time as maximum (now no longer all) twist drills to be used in transportable drills are graduated period and use a call to specify the period range:
Jobber Length:
These are the maximum not unusual place twist drills and are a very good compromise among period and power. Jobber drills range in period in step with their diameter and commonly have a flute period of 9-14 instances the slicing diameter, i.e. a 1/2" jobber drill has a flute period of 4-1/2" (9 instances the diameter) with smaller drills having a bigger ratio.
Mechanics Length:
Shorter than jobber drills, mechanics period drills are named as such due to the fact they match into tighter areas and are much less probable to interrupt at the same time as nevertheless permitting an affordable flute period.
Screw Machine Length:
Also called "stubby period", those are the shortest not unusual place drill bits. Originally designed for screw machines, many humans decide upon those because of their excessive power and brought running clearance.
Extra Length:
These are more lengthy drill bits (as much as 18") with flutes extending the whole period of the bit. Extra period drills may be very fragile and without problems damaged so it is normally nice to drill as deep as viable with a jobber or shorter bit earlier than switching to a further period drill bit.
Aircraft Extension:
Similar in period to more period bits, plane extension drill bits emphasize attain over slicing intensity and feature a shorter flute period (approximately similar to a jobber drill). This makes the bit tons more potent and much less liable to bending and breaking.
Silver and Deming:
More than a period specification, Silver and Deming drill bits are 6" lengthy with a 3" flute period and a 1/2" diameter shank. All Silver and Deming bits are over 1/2" slicing diameter, starting from 33/64" to 1-1/2", and are in the main meant to be used in a drill press.
Size Designations:
Common twist drills to be used in transportable drills, etc. are to be had in fractional inch, twine sizes, letter sizes, and metric decimal millimeter. Twist drills to be used in automatic equipment are best to be had in fractional inch and decimal millimeter. See our Drill Bit Size Chart for the breakdown of fractional, letter, and twine sizes.
Tipped drills
Tip Styles: Twist drill bits are to be had with extraordinary tip patterns to in shape diverse programs as mentioned beneath:
Standard Drill Point Conventional Drill Point:
This is the maximum not unusual place tip fashion as visible on normal popular motive drills. The tip perspective is commonly 118 levels however can range from 90° to excessive perspective "Lexi Point" to be used in acrylics. Conventional drill factor drills are the maximum most cost-efficient and are effortlessly re-sharpened. Suitable for wooden, non-ferrous metals and slight metal.
Split Drill Point:
This is a complicated drill factor that forestalls on foot and gives stepped forward penetration with much less effort.
Available in 118 or one hundred thirty five diploma angles, break up factor drill bits are higher for drilling in curved surfaces or in alloy steels.
They are extra highly-priced and extra tough to re-sharpen than widespread drill factors. V-Point Drill-Point: This is a unique excessive perspective tip used on drill bits for computerized wooden dull machines. V-factor drills are used to create thru-holes in sheet inventory for dowels or different meeting hardware.
Brad Point Drill Brad Point:
Designed for developing blind holes in wooden and different smooth substances for shelf pins, dowels, etc. Brad points also are used for thru-holes in CNC programs in which a traditional drill factor might penetrate the desk beneath the panel. Brad points have spurs at the outer edges to save you splintering and chipping of the floor cloth in addition to a middle spur to save you on foot because the bit penetrates the floor.
Fishtail Drill Fishtail Point:
These unique drill factors shape a reverse "V" with inside the tip and are designed for drilling right into a floor at a perspective with out on foot. They are generally used as middle drills in counter bores for furnishings meeting in which panels need to be joined at proper angles.
Taper Point Drill Taper Point:
These drill bits have a completely big taper, extending some distance up the drill which creates a tapered hole. Primarily used for antique fashion wooden screws.
Flute Styles:
Most twist drills have flutes to evacuate the chips at an unspecified perspective, and are appropriate for almost all of programs. Some distinctiveness twist drills can be exact as "High Helix", "Fast Spiral" or "Low Helix", "Slow Spiral" for particular programs requiring better or decrease spindle speeds or feed rates.
Shank Styles:
Twist drill bits designed to be used in computerized equipment have constant diameter (commonly 1/2" or 10mm) shanks, threaded shanks, or distinctiveness shanks designed for sure machines. General motive twist drills to be used in transportable drills have shanks the equal diameter because the bit size (as much as a sure diameter), large diameter bits include a discounted shank (both 1/4”, three/8” and 1/2") to match right into a widespread drill chuck. Some bits have three apartments at the shank to save you spinning beneath excessive torque loads.
Others have 1/4" hex shanks to be used in a transportable drill with a hex bit holder.
Materials:
General motive twist drills to be used in transportable drills are to be had in extraordinary grades of excessive velocity metal in addition to cobalt metal and strong carbide. Twist drill bits for computerized equipment are to be had in carbon metal, excessive velocity metal, carbide tipped, and strong carbide.
Coatings:
General motive drill bits are to be had with black oxide, bronze oxide, a mixture of black and bronze oxide, and Tin coatings. Twist drills for computerized equipment on our web web page are commonly to be used in wooden or plastics and aren't coated.
Type of drilling machines-portable drilling machine
Portable drilling device may be carried and used everywhere with inside the workshop.
It is used for drilling holes on work pieces in any position, which isn't always feasible in a preferred drilling device.
The entire drilling mechanism is compact and small in length and so may be carried everywhere.
This kind of device is extensively tailored for vehicle built-up work. The motor is commonly popular kind
These machines can accommodate drills from 12mm to 18 mm diameter. Portable drilling machines are operated at better speeds.
Key Takeaways:
- Conventional drill factor drills are the maximum most cost-efficient and are effortlessly re-sharpened. Suitable for wooden, non-ferrous metals and slight metal.
- V-factor drills are used to create thru-holes in sheet inventory for dowels or different meeting hardware.
- These drill bits have a completely big taper, extending some distance up the drill which creates a tapered hole. Primarily used for antique fashion wooden screws.
Bench Drilling Machine:
- Portable drilling tool can be carried and used anywhere with inside the workshop.
- It is used for drilling holes on work pieces in any position, which isn't viable in a favored drilling tool.
- The entire drilling mechanism is compact and small in duration and so can be carried anywhere.
- This type of tool is appreciably tailor-made for car built-up work.
- The motor is generally famous type
- These machines can accommodate drills from 12mm to 18 mm diameter.
- Portable drilling machines are operated at higher speeds.
- The hand vice is one secure manner of protecting cloth while drilling. It has jaws which are closed through turning a wing nut. In the instance the
- Perspex is held with inside the vice and it additionally rests on scrap timber at the desk.
- The peak of the desk is ready through adjusting the peak adjuster lever.
- When drilling the desk ought to be moved pretty near the drill bit in order that the space from the drill bit to the cloth is small.
- The protect ought to usually be used.
- This is the primary line of defense if the cloth being drilled breaks or shatters.
- Wearing goggles is the second one line of defense.
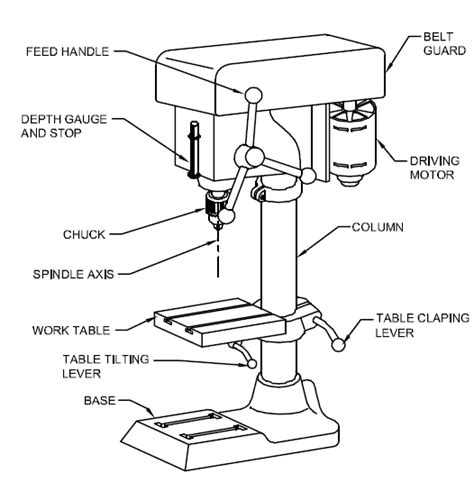
Right Drilling machine:
- Every editorial product is independently selected, eleven though we can be compensated or obtain an associate fee in case you purchase something thru our links.
- Ratings and fees are correct and gadgets are in inventory as of time of publication.
- A proper attitude drill isn’t a device you’ll see in each kit, so you will be amazed to research simply how beneficial it could be.
- Right attitude drills are a… A proper attitude drill isn’t a device you’ll see in each kit, so you will be amazed to research simply how beneficial it could be.
- Right attitude drills are lesser-recognized DIY necessities that may be a game-changer for each person who frequently has to paintings in tight or limited spaces.
- Read on for greater information on what a proper attitude drill is and on which forms of tasks you’ll need to attain for one.
- The proper attitude drill is quite flexible and may be beneficial in almost any DIY undertaking that receives you into tight spaces, along with plumbing and different production tasks.
- For example, whilst drilling or screwing among ground joists, inner a cabinet, or everywhere the screws can be tough to attain with a regular drill.
- You can use a proper attitude drill in conditions like this to keep away from running with a screwdriver or different guide device.
- A proper attitude drill also can be a high-quality match when you have hassle drilling holes efficaciously or straight-on.
Radial Drilling Machine:
Working of Radial Drilling Machine: Initially, whilst an energy deliver is given, the spindle rotates, that is pushed via way of means of the motor.
- Since the radial arm can circulate up and down with inside the column, the radial arm is adjusted in keeping with the operation and peak of the work piece.
- The spindle is hooked up to the chuck, and the drill bit is located with inside the jaw of the chuck.
- The head of the drilling system is likewise adjusted in order that the device is in the appropriate function to make a hollow with inside the work piece.
- After that, an appropriate feed is given, after which the drill bit without problems actions into the work piece. The power mechanism used with inside the drilling system is the rack and pinion mechanism. In rack and pinion mechanisms, gears are used to transform rotation to linear movement.
- When the hand wheel is rotated, the pinion this is connected to the rack additionally rotates, which converts the rotation to linear movement and consequently actions in the direction of the drill bit work piece. Radial drilling machines are used to drill mediums to huge and heavy work pieces.
- Those machines are used to drill holes in a given radial distance. It is specifically used whilst the component’s length is larges in peak.
- Radial drilling machines are on the whole designed for drilling holes in heavy jobs or work pieces.
- Since heavy paintings can't circulate plenty, the radial drilling system is made in the sort of manner that the system device can circulate any a part of heavy paintings without doing plenty paintings.
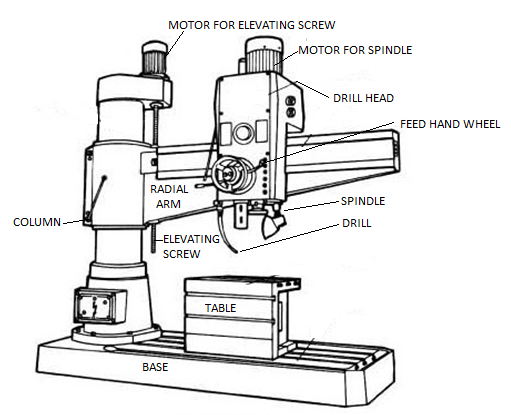
Universal Drilling Machine:
The drilling device is one of the maximum essential tools. It has converted a number of complicated production strategies into quite simple tasks.
- It is a crucial device this is utilized in numerous commercial and industrial operations; including construction, woodworking, metalworking etc. It is likewise normally referred to as a drill press.
- It is largely used for drilling holes of diverse sizes as in keeping with required depths on any floor area.
- More over it's far applied for tapping, reaming, counter boring, countersinking, spot going through etc. There are numerous classes of it including the upright, radial and unique cause drilling tools.
- Even eleven though these kind of are execute the essential drilling task; there are positive particular targets and further capabilities that may be achieved greater exactly and easily. A radial drilling device has a drilling head, that is set up to slip alongside a radial arm; and may be rotated, raised or lowered, on a vertical mast to regulate the placement of the drill above the paintings piece.
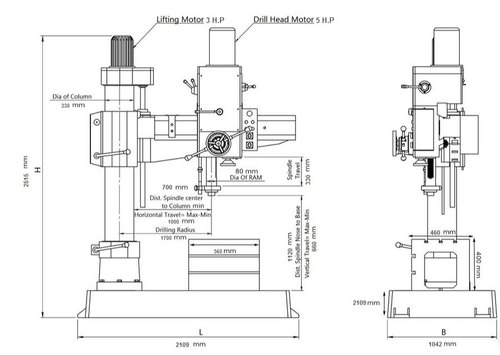
- It is used for several features that encompass drilling, reaming, boring, tapping, counter boring, lapping, screwing and see going through.
- These are able to drilling an extensive variety of substances crafted from solid iron, steel, plastic etc.
- The trendy variety consists of V belt pushed radial drill and all geared radial drill; in addition to the imported radial drill machines. These are generally categorized on the premise of the arm period and the width of the drill bit swing.
- The undeniable radial drilling usually has a vertical spindle that won't flow over the paintings piece. In the 1/2 of ordinary drilling the spindle may be swung in a single area over the paintings piece. A complete ordinary drilling device gives a wonderful quantity of flexibility. .
- It has the functionality to transport and swing in any aircraft and over any angle; without shifting the paintings piece. It is a distinctly flexible workshop device. The drilling spindle is hooked up to the cease of an arm.
- Hence it could preserve huge sized paintings portions, relying at the period of the arm. Whereas with inside the different varieties of drilling machines; most effective smaller paintings portions may be located beneath the drill.
Multi Sided Drilling machine:
- The drilling device is usually referred to as a drill press and is liable for drilling numerous sizes of holes in any floor location and to unique depths.
- Although drilling device is broadly speaking utilized in drilling holes, there are some different capabilities that the drilling device is able to performing.
- These capabilities consist of spot facing, tapping, reaming, counter uninteresting and countersinking to call some. What is Multi Spindle Drilling Machine?
- Multi Spindle Drilling Machines are typically used for drilling wide variety of holes simultaneous together. They are utilized in mechanical enterprise so one can boom the productiveness of machining gadget and to lessen the operation time.
- For example, gang drills and lots of screw machines are Multi Spindle machines. Multi-spindle drilling machines are classified into distinctive layouts i.e. vertical multi-spindle drilling device and horizontal spindle drilling device and are broadly utilized in financial mass manufacturing. The multi- spindle drilling device is a manufacturing form of device.
- The drill heads includes numerous spindles established on angular touch ball bearings and pushed through a hard and fast of gears. For spindles in which the middle distance are very near needle curler thrust bearings are used.
- The pressure to the spindle is through AC spindle CNC motor or through AC induction motor. The pace of the spindles pushed through an induction motor is numerous through the usage of variable frequency pressure. The drill head is interchangeable.
- The handiest vital element to word approximately multi-spindle drilling machines is they do now no longer provide an awful lot flexibility at the same time as processing due to the fact their spindles are organized rigidly.
- Therefore, this form of device is handiest utilized in excessive extent manufacturing.
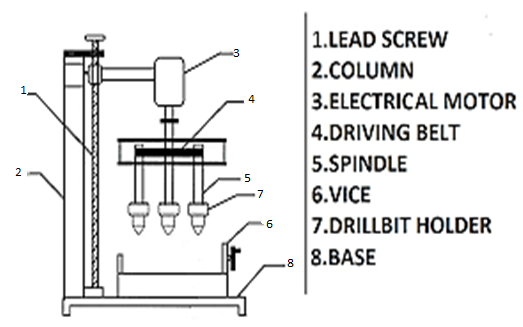
Key Takeaways:
- The entire drilling mechanism is compact and small in duration and so can be carried anywhere.
- When drilling the desk ought to be moved pretty near the drill bit in order that the space from the drill bit to the cloth is small.
- A proper attitude drill isn’t a device you’ll see in each kit, so you will be amazed to research simply how beneficial it could be.
- The head of the drilling system is likewise adjusted in order that the device is in the appropriate function to make a hollow with inside the work piece.
Though drilling is the primary operation performed in a drilling machine, a number of similar operations are also performed on holes using different tools. The different operations that can be performed in a drilling machine are:
- Drilling
- Reaming
- Boring
- Counter boring
- Countersinking
- Spot facing
- Tapping
1. Drilling
Drilling is the operation of producing a cylindrical hole of required diameter and depth by removing metal by the rotating edge of a cutting tool called drill.
Drilling does not produce an accurate hole in a work piece. The internal surface of the hole generated by drilling becomes rough and the hole is always slightly oversize due to vibration of the spindle and the drill.
2. Reaming
- The size of hole made by drilling may not be accurate and the internal surface will not be smooth. Reaming is an accurate way of sizing and finishing a hole which has been previously drilled by using multi-point cutting tool known as reamer.
- The surface obtained by reaming will be smoother and the size accurate. The speed of the spindle is made half that of drilling.
- Reaming removes very small amount of metal (approx 0.375 mm). In order to finish a hole and bring it to the accurate size, the hole is drilled slightly undersize.
3. Boring
Boring is the operation enlarging the diameter of the previously made hole. It is done for the following reasons.
a) To enlarge a hole by means of an adjustable cutting tool. This is done when a suitable sized drill is not available or the hole diameter is so large that is cannot be ordinarily drilled.
b) To finish a hole accurately and bring it to the required size.
c) To machine the internal surface of the hole already produced in casting.
d) To correct out of roundness of the hole.
e) To correct the location of the hole as the boring tool follows independent path with respect to the hole.
4. Counter boring
- Counter-boring is the process of enlarging the existing hole to a larger diameter and making the surface at the bottom of the larger diameter flat.
- Counter boring is the operational enlarging the end of the hole cylindrically. The enlarged whole forms square shoulder with the original hole.
- This is necessary in some cases to accommodate the heads of bolts, studs and pins. The tool used for counter boring is known as counter bore.
- The counter bores are made with cutting edges which may be straight or spiral. The cutting speed for counter boring is at least 25% lesser than that of drilling.
5. Countersinking
- Countersinking is the operation of making a cone shaped enlargement at the end of the hole. The included angle of the conical surface may be in the range of 60° to 90°.
- It is used to provide recess for a flat headed screw or a counter sunk rivet fitted into the hole. The tool used for counter sinking is known as a countersink.
- It has multiple cutting edges on its conical surface. The cutting speed for countersinking is 25% lesser than that of drilling.
6. Spot facing
- Spot facing is the process of enlarging the existing hole to a larger diameter and making the surface at the bottom of the larger diameter flat such that the depth of the enlarged hole is sufficient to provide a seat for the washer. Spot-facing is similar to the counter-boring except in spot-facing the depth of the enlarged hole is very small.
- Spot facing is the operational smoothing and squaring the surface around a hole.
- It is done to provide proper seating for a tutor the head of a screw or the washer. Counter bore or a special spot facing tool may be employed for this purpose.
7. Tapping
- Tapping is the operation of cutting internal threads by means of a cutting tool called ‘tap’. Tapping in a drilling machine may be performed by hand or by power.
- When the tapes screwed into the hole, it removes metal and cuts internal threads which will fit into external threads of the same size.
Time Estimation for drilling:
Machining Time:

- Ld (mm): Drilling depth
- i: Number of holes
- n (min-1): Spindle speed
- Fr (mm/rev): Feed per revolution (feed rate)
This formula is used to calculate the machining time from the drilling depth, the number of holes, the spindle feed, and the feed per revolution.
Example of drilling into SCM430 steel:
Drilling depth (ld) = 35 mm
Number of holes (i) = 1
Spindle speed (n) = 1500 min-1
Feed per revolution (fr) = 0.1 mm/rev
In this case, the machining time (Tc) is approximately 14 seconds (0.233 mm/min).
Thread Lead Angle:
- I: Lead
- n: Number of threads
- P (mm): Pitch
- d (mm): Effective diameter of thread
This formula is used to calculate the lead angle of a screw thread.
The lead angle can be calculated from the lead, the number of threads, the pitch, and the effective diameter of thread.
Example of cutting ISO trapezoidal threads at 30° with right-handed male threads (outer diameter):
Effective diameter = 18 mm
Pitch (P) = 4 mm
Number of threads (n) = 1
Feed per revolution (fr) = 0.1 mm/rev
In this case, the lead angle (tan α) is approximately 4.05°.
A reamer is a form of rotary reducing device utilized in metalworking. Precision reamers are designed to make bigger the scale of a formerly fashioned hollow through a small quantity however with an excessive diploma of accuracy to depart easy sides.
There also are non-precision reamers which might be used for extra fundamental expansion of holes or for casting off burrs.
The procedure of enlarging the hollow is referred to as reaming. There are many exceptional forms of reamer and they will be designed to be used as a hand device or in a gadget device, along with a milling gadget or drill press.
A normal reamer includes a fixed of parallel immediately or helical reducing edges alongside the period of a cylindrical body.
Each reducing aspect is floor at a moderate attitude and with a moderate undercut beneath the reducing aspect
Reamers should integrate each hardness with inside the reducing edges, for lengthy lifestyles, and toughness, in order that the device does now no longer fail beneath the everyday forces of use.
They ought to most effective be used to dispose of small quantities of cloth.
This guarantees a protracted lifestyles for the reamer and an advanced end to the hollow. The spiral can be clockwise or counter-clockwise relying on usage.
For example, a tapered hand reamer with a clockwise spiral will generally tend to self-feed as its miles used, probably main to a wedging movement and consequent breakage.
A counter-clockwise spiral is consequently desired despite the fact that the reamer remains grew to become with inside the clockwise path.
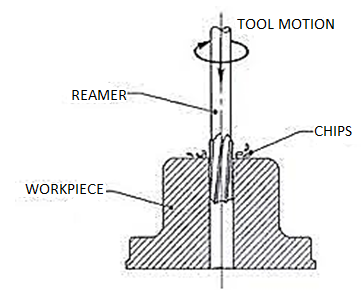
For manufacturing gadget tools, the shank kind is generally one of the following: a preferred taper (along with Morse or Brown & Sharpe), an immediately spherical shank to be held through a collet, or an immediately spherical shank with a flat for a fixed screw, to be held through a strong
For hand tools, the shank quit is mostly a rectangular drive, supposed to be used with the identical form of wrench used to show a faucet for the reducing of screw threads. Reamers take off cloth on the circumference of the cylindrical bore hollow.
This occurs whilst they're grew to become with the assist of a faucet wrench with little strain from above in clockwise path with inside the bore hollow. In doing so, lubricating and cooling dealers roust be fed.
Straight and spiral-fluted reamers cannot deliver off any chips throughout the procedure, the chips stay with inside the chip grooves filling them after a quick time.
1 - Work piece,
2 - Cutting aspect,
3 - Chips With
Spiral-fluted reamers - in comparison to the drill - the hand of the helix is contrary to the path of rotation (sole exception: the structural reamer) on the way to save you the reamer from being drawn into the bore.
Such reamers are used, if there are wallet or grooves with inside the bore (feather or oil grooves).
Type of Reaming Operation:
Complexity confined too directly or tapered cylindrical blind or thru holes.
Ideally, reaming allowances ought to be 0.1mm in keeping with 5mm of diameter, i.e. for a completed reamed hollow Ø20 mm, the pilot hollow to be about Ø19.6mm.
However, drilled holes previous to reaming ought to be trendy length, anyplace possible.
Allowances ought to be made for reamer-give up chamfers and the moderate taper on a few reamers whilst machining blind holes, despite the fact that extra applicable to thru holes.
Standard sizes used anyplace possible.
Through holes desired to blind holes.
Sizes ranging Ø3–Ø100 mm No unique machines are used for reaming.
Reaming may be executed on drilling machines, lathes, milling machines and machining centers, or via way of means of hand.
Basic reamer sorts include: hand (directly and tapered), machine (rose and fluted), shell, expansion, adjustable and indelible insert reamers.
Titanium nitride coatings are on occasion used to growth device life.
Combination drills and reamers also are available.
An inventory wrench of suitable length for containing the reamer is used.
The reamer need to be stored in its accurate function relative to the job. It need to be run slowly and immoderate feed need to be avoided.
It ought to be continually be grew to become with inside the slicing direction.
Sufficient quantity of slicing fluid ought to additionally be employed.
When casting off the reamer, it need to be grew to become with inside the slicing direction.
Reamers with blunt or chipped edges need to now no longer be used.
Boring:
In machining, dull is the manner of enlarging a hollow that has already been drilled (or cast) with the aid of a single-factor reducing tool (or of a run of the mill head containing numerous such tools), along with in dull a gun barrel or an engine cylinder.
Boring is used to reap more accuracy of the diameter of a hollow, and may be used to reduce a tapered hollow.
Boring may be considered because the internal-diameter counterpart to turning, which cuts outside diameters.
There are numerous sorts of dull. The dull bar can be supported on each ends (which handiest works if the present hollow is a thru hollow), or it could be supported at one end (which fits for each, thru holes and blind holes).
Line boring (line dull, line-dull) implies the former. Back boring (again dull, again-dull) is the manner of achieving thru a current hollow after which dull on the "again" facet of the work piece (relative to the system headstock).
Because of the restrictions on tooling layout imposed through the reality that the work piece on the whole surrounds the tool, dull is inherently particularly greater hard than turning, in phrases of reduced tool holding rigidity, multiplied clearance attitude requirements (restricting the quantity of help that may be given to the reducing edge), and trouble of inspection of the ensuing floor (size, form, floor roughness).
Types Of boring machines:
- Line boring machines
- Tunnel boring machines
- Horizontal boring machines
- Directional boring machines
- Cylinder boring machines
- Jig boring machines
- Portable boring machines
- Vertical boring machines
- Coupling boring machines
Horizontal Boring machine:
Which are almost not possible to maintain and rotate in an engine lathe or in a drill device. The dull device has, therefore, been growing commonly to do this.
So on this article, we can talk all of the statistics approximately the horizontal dull device.
In addition to its number one motive of dull, the variety of speeds and feeds presenting to the numerous traversing elements permit drilling, milling and going through to carry out with identical facility.
By the proper of easy attachments, using the device can make bigger nonetheless similarly to consist of screw cutting, turning, planetary grinding, or tools cutting. In kinds of dull device, the horizontal dull device is one of the maximum beneficial and crucial machines.
Let’s see the way it works. Following are the principle elements of horizontal dull device: Bed Headstock helping column End helping column Headstock Saddle and desk Boring bars
1. Bed
The mattress is that a part of the device that is becoming at the ground of the store and has a box-like casting. The mattress helps the column, tables and different elements of the device.
2. Headstock Supporting Column
The column gives aid to the headstock and publications it up and down appropriately with the aid of using the guide ways. The column which has whole homes and is closely ribbed to feature rigidity. Some columns are stationary, others can be made to slip alongside the mattress.
3. End Supporting Column
The quit helping column located at the alternative quit of the mattress homes. Bearing block is supplied for helping an extended dull bar. The column can be adjusted at the sideways of the mattress in the direction of or far from the spindle for helping the unique duration of dull bars. It can be moved at proper angles to the spindle as with inside the case of a ground kind device.
4. Headstock
The headstock mounting at the column helps, drives, and feeds the device. A spindle gives rotary motion to the device and the quill can be moved longitudinally to offer feeding motion of the dull cutter. The spindle nostril is supplied with a tapered hollow for receiving taper shanks of the dull bar or another device. A headstock can also additionally circulate up and down at the column for putting the device for unique heights of the paintings.
5. Saddle and Table
The tables aid the paintings and is, therefore, gives T-slots for containing numerous devices. The saddle lets in the paintings to be moved longitudinally at the mattress. The desk can be moved crosswise at the saddle. These moves can be sluggish or fast and are achieved with the aid of using hand or power.
6. Boring Bars
The dull bar helps the cutter for containing operations on jobs having massive bore diameters. For quick holes, the bar can also additionally aid at the headstock spindle quit only. For lengthy paintings, the bar is supported at the spindle quit and at the column bearing block.
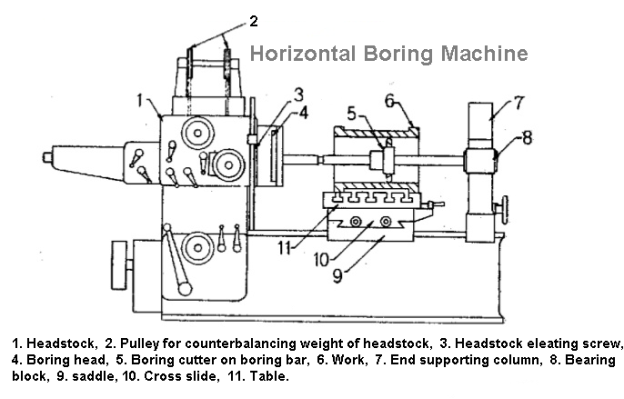
Vertical Boring Machine:
In this uninteresting system paintings piece rotate on a horizontal desk and device stays desk bound besides for the feed
This unique layout of the system presents sure awesome benefits over a lathe for a selected magnificence of paintings.
The benefits are:
1. Large diameter and heavy work pieces, just like chucking jobs on a lathe, can be installation greater conveniently and quick than on a lathe. It is less difficult to put a work piece down at the desk in preference to to grasp it up.
2. The desk and the paintings it consists of rotate in a horizontal plane, and there may be no overhang as with inside the case of a lathe spindle, and therefore any hazard of bending the spindle which helps the heavy work piece is eliminated.
3. The desk being horizontal, the diameter of the desk can be designed as massive as feasible to help massive work pieces.
4. Multiple tooling can be tailored with inside the case a vertical uninteresting system with its turret kind device publish growing the charge of production.
Vertical turret lathe combines the benefits of the vertical uninteresting mill and the turret lathe.
- A vertical uninteresting system of smaller length is known as a vertical turret lathe.
- It has an index able turret installed upon the move rail above the desk for a couple of tooling.
- A 4 station rectangular turret aspect head which permits facing, turning, under reducing and plenty of different operations is installed on the aspect of the lathe.
- The move rail might also additionally have vertical changes and for ease of operation its far counter balanced.
- The turret installed at the saddle can be moved crosswise with the aid of using hand or power.
- The turret will also be moved in a vertical plane.
- The aspect head additionally has up and down and from side to side changes from the middle of the desk.
- The system is appropriate for uninteresting and turning railroad wheels, piston rings, equipment blanks, etc.
- Standard vertical uninteresting system is bigger in length than vertical turret lathe and there may be no turret lathe.
- The system is supplied with vertical heads and one or aspect heads.
- The system is especially supposed for uninteresting massive cylindrical and symmetrical work piece.
- Turbine castings, locomotive tires, etc. are a number of the not unusual place examples which want vertical uninteresting system.
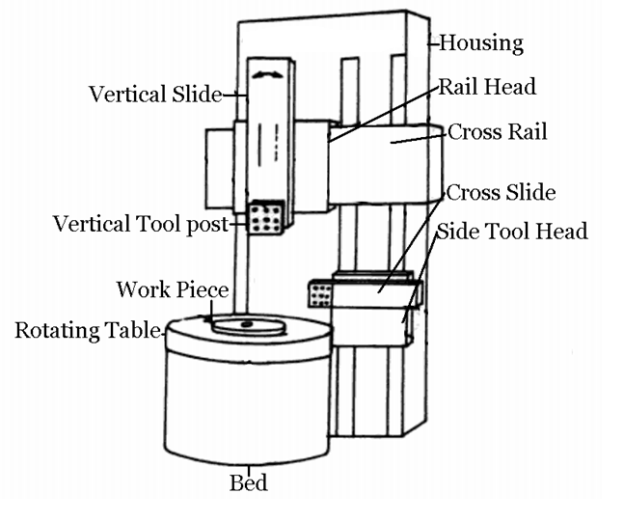
Jig Machine:
- The jig uninteresting system is the maximum correct of all system equipment.
- This changed into evolved with inside the 12 months 1910 in Switzerland and used as a finding system.
- The actual jig borer changed into first constructed with inside the 12 months 1917 via way of means of Pratt and Whitney.
- The jig uninteresting machines at the moment are used for manufacturing of jigs, fixtures, equipment and different precision components which require excessive diploma of accuracy.
- They characterized via way of means of provisions of maximum accuracy via rigidity, low thermal enlargement and specific spacing holes.
- The machining accuracy could be very excessive, inside variety of 0.0025 mm.
- A jig uninteresting system resembles in look to a vertical milling system, however up to now its operation and accuracy are involved there cannot be any evaluation the 2.
- The spindle and different components of the system are extraordinarily inflexible to withstand deflection and the vibration is minimum.
- The spindle runs in preloaded antifriction bearing. The spindle housings are made from invar having a completely low coefficient of linear enlargement.
- The jig uninteresting system calls for to be operated in temperature may be maintained constant. This is crucial to save you inaccuracy with inside the system with inside the paintings being synthetic because of thermal enlargement of the metal.
- Vertical milling system kind resembles in production to a vertical milling system.
- The spindle rotates on a vertical column and the horizontal desk rests at the mattress in the front of the column.
- The positioning of the paintings established at the desk can be acquired via way of means of compound moves of the desk, perpendicular and parallel to the column face.
- Planer kind includes vertical columns at the 2 sided of the desk and is established at the base.
- The desk has reciprocating motion for adjustment of the paintings. The spindle is established at the move rail bridging the 2 vertical columns.
- In a planer kind jig borer, co - ordinate moves for hollow places are supplied via way of means of the longitudinal motion of the desk and the move motion of the spindle alongside the move rail.
Micro boring:
With an outstanding increase document on this industry, we're presenting a big selection of Micro Boring Bar.
Application: Suitable for excessive velocity, medium, tough reducing with cartridge.
Suitable for reducing huge kind element and heavy intensity of reduce carried out because of rigidity.
The dull processing is stated that it's far difficult. The motives are in follows.
(1) We are difficult to look the processing floor.
(2) The scraps are saved with inside the hole. When the scraps are saved, the floor cannot be completed to excessive roughness.
(3) Because we cannot see the lowest of a deep hole, it's far difficult to forestall the dull bar at the lowest location. We should rely the dimensions of the lathe and the sound.
(4) Especially the case of a small hole, the bottom of the dull bar touches a fabric. We should set the height of the threshold suitably
(5) Because a humdrum bar is long, the device has vibrations easily. It is relied on the rigidity of the dull bar.
The reducing of a skinny fabric is just too difficult. Because the fabric has vibrations and it has a terrible roughness.
In such cases, typically the rotating velocity should be low. Still more, whilst the vibrations cannot be stopped, it's far higher to roll a protracted rubber belt across the fabric.
Boring Operations:
1. Boring operation
In this operation holes are bored through the use of dull bars. Multiple holes can be bored one after any other through converting the location of the work piece and aligning it every time with the dull bar. To bore a hole, the dull bar is suited for the spindle and the cutter is adjusted with inside the dull bar to the desired size and a mild reduce is then taken. The bore is measured, required velocity and feed adjusted and the reduce is then completed.
2. Forming operation
This operation is carried out through move feed motion of the saddle.
3. Machining flat floor
For appearing this operation, the move rail and the ram is locked on the favored position. Then, the saddle is fed move sensible even as the paintings revolves at the table. The intensity of reduce is given through the ram.
4. Taper dull operation
The taper and conical surfaces are became through swiveling the device head to the desired perspective. When a conical floor having a huge blanketed perspective that is past the variety of the swiveling association of the device head is became, a blended move and down feed is implemented concurrently at the device to reduce the desired taper.
5. Turning cylindrical floor
In this activity, the saddle is clamped to save you any horizontal motion of the ram, and the ram is fed downwards. The large diameter holes are bored through feeding the device head without delay with inside the paintings and the smaller diameter holes are bored through the use of an uneventful bar connected to the device head.
6. Cutting off and necking operation
This operation is much like the forming operation and it's also carried out through move feed motion of the saddle.
Key Takeaways:
- Line boring (line dull, line-dull) implies the former. Back boring (again dull, again-dull) is the manner of achieving thru a current hollow after which dull on the "again" facet of the work piece (relative to the system headstock).
- In kinds of dull device, the horizontal dull device is one of the maximum beneficial and crucial machines.
- A headstock can also additionally circulate up and down at the column for putting the device for unique heights of the paintings.
- This unique layout of the system presents sure awesome benefits over a lathe for a selected magnificence of paintings.
Broaching is a machining technique that makes use of a toothed tool, referred to as a broach, to cast off material. There are most important forms of broaching: linear and rotary. In linear broaching, that is the greater not unusual place technique, the broach is administered linearly towards a floor of the work piece to impact the reduce.
Linear broaches are utilized in a broaching gadget, which is likewise now and again shortened to broach. In rotary broaching, the broach is circled and pressed into the work piece to reduce an axisymmetric shape.
A rotary broach is utilized in a lathe or screw gadget. In each procedures reduce is completed in a single by skip of the broach, which makes it very efficient. Broaching is used whilst precision machining is required, especially for extraordinary shapes.
Commonly machined surfaces consist of round and non-round holes, splines, keyways, and flat surfaces.
Typical work pieces consist of small to medium-sized castings, forgings, screw gadget parts, and stampings.
Even eleven though broaches may be expensive, broaching is normally preferred over different procedures whilst used for high-amount manufacturing runs.
Type of broaches:
Surface broaches
Slot broaches (G & H) are for reducing slots of diverse dimensions at excessive manufacturing rates. Slot broaching is lots faster than milling while multiple slot wishes to be machined, due to the fact a couple of broaches may be run thru the component on the equal time at the equal broaching machine. Contour broaches are designed to reduce concave, convex, cam, contoured, and abnormal formed surfaces. Pot broaches are reduce the inverse of an inner broach; they reduce the outdoor diameter of a cylindrical work piece
Internal broaches
Solid broaches are the maximum not unusual place type; they're crafted from one stable piece of material.
For broaches that put on out quick shell broaches are used; those broaches are just like a stable broach, besides there may be a hollow thru the middle in which it mounts on an arbor.
Shell broaches price greater initially, however shop the price common if the broach need to get replaced frequently due to the fact the pilots are at the mandrel and do now no longer ought to be reproduced with every replacement. [Modular broaches are usually used for big inner broaching applications. They are just like shell broaches in that they're a multi-piece construction. This layout is used due to the fact it's far inexpensive to construct and reshape and is greater bendy than a stable layout. A not unusual place sort of inner broach is the keyway broach (C & D). It makes use of a unique fixture known as a horn to guide the broach and nicely find the component with relation to the broach
Nomenclature:
Broaching is a metallic slicing operation the use of a toothed device referred to as broach. There is form of broaching, linear broaching and rotary broaching. In linear broaching, broach run linearly towards the work piece.
In rotary broaching, the broach is rotated (the use of lathe and screw machine) after which pressed towards the work piece to reduce predetermined shape.
The broaching similarly categorized into inner, external, push, pull, vertical, horizontal etc. following discern indicates the not unusual place inner slicing the use of broach.
Broach/ broaching device is a couple of toothed device made within side the shape of rods and bars.
Teeth are organized much like saw, besides various tooth peak over the duration of device.
The peak of every enamel determines fabric elimination via way of means of the enamel. The collection of a couple of enamel is organized in 3 awesome sections referred to as roughing tooth, semi-completing tooth, and completing tooth.
Following discern indicates the factors of a broach.
Roughing tooth are the designed to do the difficult slicing, it gets rid of the majority of fabric.
The semi-completing tooth dispose of small quantity of fabric while in comparison to difficult slicing tooth. It is observed via way of means of completing tooth for completing operation, and gets rid of little or no fabric.
Pull end: Engaging broach in machines. Neck: this quick component has diameter decrease than the alternative elements. Which is wherein the device allowed to fail in case of overloading.
Front pilot and Rear pilot: elements enables in finding and resting of device.
Teeth: slicing of fabric takes location here.
The modern tooth take of the successive layer from work piece, and big quantity of fabric could be eliminated via way of means of an unmarried pass.
The pitch of broach determines the duration of reduce and chip thickness which broach can handle. While the land of enamel determines the electricity of device.
The rake angles of tooth is relying at the fabric to be reduce. Each broach is designed to do a particular machining operation (particular dimension, geometry, etc.)
Types of broaching machines:
Horizontal Broaching Machine
Nearly all horizontal machines are of the pull-kind. They can be used for both inner and outside broaching, despite the fact that inner paintings is the maximum common.
A horizontal broaching device is proven within side the figure.
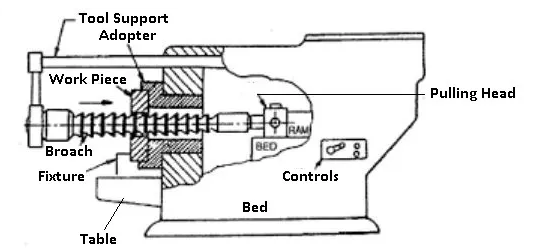
It includes a mattress or a base a touch greater than two times the duration of the broaching stroke, a broach pilot and the power mechanism for pulling the broach. Horizontal Broaching Machine Horizontal broaching machines are used by and large for broaching keyways, splines, slots, spherical holes, and different inner shapes or contours. They have the drawback of taking greater ground area than do the vertical
Machines. However, lengthy broaches and heavy work pieces are effortlessly handled.
Vertical Broaching Machine
The vertical kinds can be acquired in both push and pull kind. The push-kind is the maximum popular. A vertical broaching device is proven within side the figure. Vertical machines are utilized in more than one operations due to the fact that they're handy to by skip paintings from one device to another.
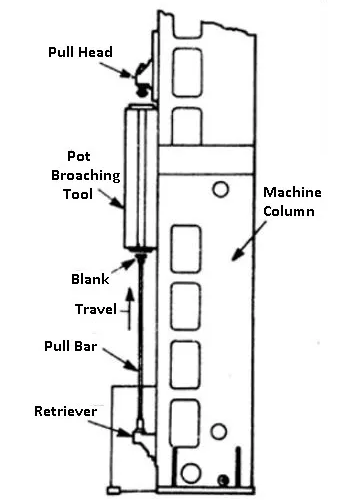
Of the 3 fashions available, pull down, pull up, and push down, the pull-up kind is maximum popular. Vertical machines require an operator platform or a pit and are reasonably-priced of ground area than the horizontal kind. Surface Broaching Machine
Surface Broaching Machine
Surface broaching machines have their broaching equipment connected to a ram or rams compelled in an immediately direction alongside guide ways beyond the work piece.
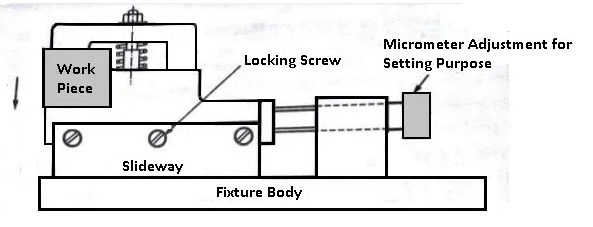
On a few floor broaching machines, the ram travels horizontally, on others ram travels vertically. When rams are used, the machines is referred to as a duplex broach.
Continuous Broaching Machine
For mass manufacturing of small parts, the relatively efficient non-stop-broaching approach is used on rotary or horizontal non-stop-broaching machines. Within side the rotary non-stop broaching machines, the work piece is loaded at the desk which rotates constantly.
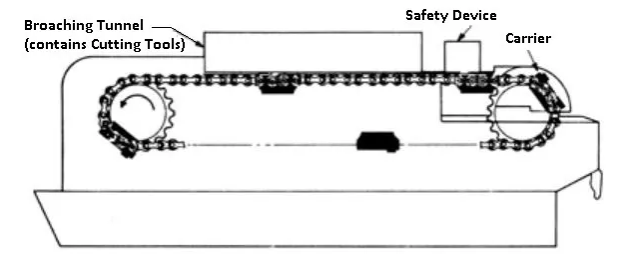
During the operation the broach is desk bound. In the horizontal non-stop broaching machines the work pieces tour as they're carried through a countless chain. The work pieces are loaded into paintings preserving furnishings established at the constantly transferring chain. During the operation, the broach is desk bound as before. Such machines are used for broaching small parts.
Key Takeaways:
- Even eleven though broaches may be expensive, broaching is normally preferred over different procedures whilst used for high-amount manufacturing runs.
- Pot broaches are reduce the inverse of an inner broach; they reduce the outdoor diameter of a cylindrical work piece
- For broaches that put on out quick shell broaches are used; those broaches are just like a stable broach, besides there may be a hollow thru the middle in which it mounts on an arbor.
- In rotary broaching, the broach is rotated (the use of lathe and screw machine) after which pressed towards the work piece to reduce predetermined shape.
References:
1. Manufacturing Engineering & Technology, S. Kalpakjian & S.R. Schmid
2. Technology of Machine Tools, Krar &Oswald
3. Manufacturing Processes, M.Begman
4. Processes & Materials of Manufacture, R.Lindberg
5. Production Technology, HMT




