Unit 5
Machine Tools
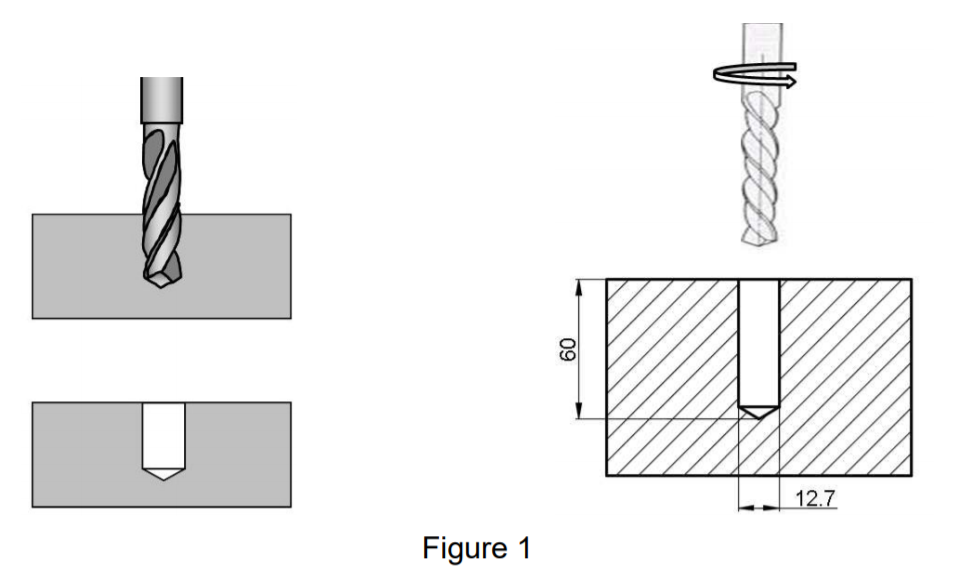
Q1. A drilling operation is to be performed with a 12.7 mm diameter twist drill in a block of magnesium alloy (figure 1). The hole is a blind hole at a depth of 60 mm.. The cutting speed V is 25 m/min and the feed fr is 0.30 mm/rev. Determine:
(a) the cutting time to complete the drilling operation,
(b) metal removal rate MRR during the operation, after the drill bit reaches full diameter.
(c) the power required if the average unit power for magnesium alloys is 0,5 W.s/mm3.
ANS:
(a) Cutting Time Tm = L / f
f = Nfr
N = v/πD = 25 (103) / (π 12.7) = 626.6 rev/min
f= Nfr = 626.6 (0.30) = 188 mm/min
Tm = L / f = 60/188 = 0.319 min
(b) The material removal rate is
MRR = (πD2/ 4) (f) = 0.25π(12.7)2(188) = 23800 mm3/min = 397 mm3/s
(c) The power required is:
Power = MRR x unit power = (397) (0.5) = 198.5 W
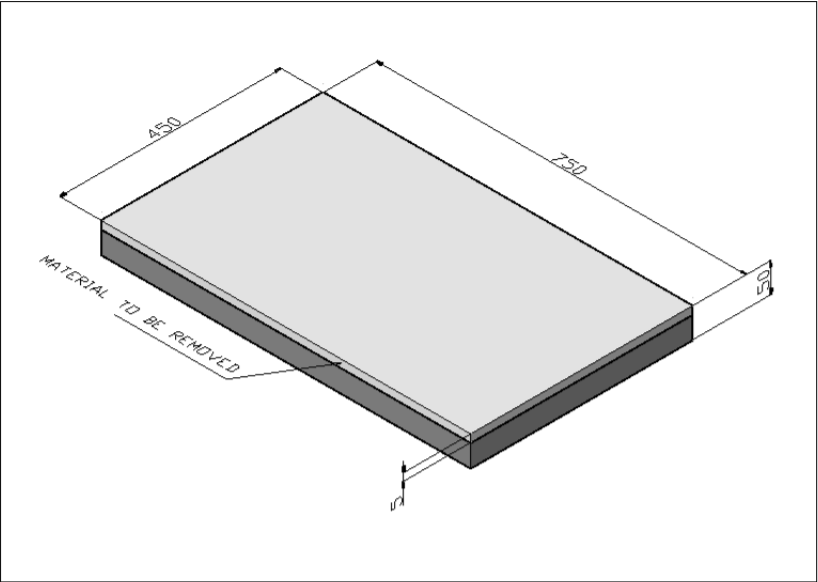
Q2. A shaper is used to reduce the thickness of a 50 mm part to 45 mm. The part is made of cast iron and has a tensile strength of 270 MPa and a Brinell hardness of 165 HB. The starting dimensions of the part are 750 mm x 450 mm x 50 mm. The cutting speed is 0.125 m/sec and the feed is 0.40 mm/pass. The shaper ram is hydraulically driven and has a return stroke time that is 50% of the cutting stroke time. An extra 150 mm must be added before and after the part for acceleration and deceleration to take place. Assuming the ram moves parallel to the long dimension of the part, how long will it take to machine?
ANS: Time per forward stroke = (150 + 750 + 150)/(0.125 x 1000) = 8.4 sec
Time per reverse stroke = 0.50(8.4) = 4.2 sec
Total time per pass = 8.4 + 4.2 = 12.6 sec = 0.21 min
Number of passes = 450/0.40 = 1125 passes
Total time Tm= 1125(0.21) = 236 min
Q3. What are the different components of engine lathe and describe them.
ANS: Lathes are equipped with a spread of components and accessories, their options and functions are as follows:
Bed: The bed supports all major parts of the lathe. Beds have an outsized mass and are designed stiffly, sometimes from grey or nodular forged iron. The highest portion of the bed has 2 ways that with varied cross sections that are hardened and machined for wear resistance and dimensional accuracy throughout turning. In gap-bed lathes, a locality of the bed before of the support is removed to accommodate larger diameter workpiece.
Carriage: The carriage, or carriage assembly, slides on the ways that consists of an assembly of the cross-slide, tool post, and apron. The cutting implement is mounted on the tool post, sometimes with a compound rest that swivels for tool positioning and adjustment. The cross-slide moves radially in and out, dominant the radial position of the cutting implement in operations comparable to facing. The apron is supplied with mechanisms for each manual and mechanized movement of the carriage and also the cross-slide by suggests that of the lead screw.
Headstock: The support is mounted to the bed and is supplied with motors, pulleys, and V-belts that offer power to a spindle at varied motility speeds. The speeds are set through manually controlled selectors or by electrical controls. Most headstocks are equipped with a group of gears, and a few have varied drives to supply a unceasingly variable vary of speed to the spindle. Headstocks have a hollow spindle to that work-holding devices (such as c/nicks and collets; are mounted and long bars or tube is fed through them for varied turning operations. The accuracy of the spindle is vital for exactitude in turning, notably in high-speed machining; preloaded tapered or ball bearings generally are accustomed stiffly support the spindle.
Tailstock: The support, which might slide on the ways that and be clamped at any position, supports the opposite finish of the piece of work. It’s equipped with a middle that will be mounted (dead center), or it's going to be unengaged to rotate with the piece of work (live center). Drills and reamers is mounted on the support quill (a hollow cylindrical dispense with a tapered hole) to drill axial holes within the piece of work.
Feed Rod and Lead Screw: The feed rod is hopped-up by a group of gears through the support. The rod rotates throughout the lathe operation and provides movement to the carriage and also the cross-slide by suggests that of gears, a clutch, and a keyway on the length of the rod. Closing a split nut round the lead screw engages it with the carriage; the split nut is additionally used for cutting threads accurately.
Q4. What are different types of lathes?
ANS: There are varieties of alternative lathe varieties, temporary descriptions of that are given here.
Bench Lathes: Because the name suggests, these lathes are placed on a bench or a table. They need low power, are sometimes operated by hand feed, and are accustomed machine little workpieces. Toolroom lathes have high exactitude, enables the machining of components to shut dimensional tolerances.
Special-purpose Lathes: These lathes are used for applications (such as railroad wheels, gun barrels, and rolling-mill rolls) with piece of work sizes as giant as 1.7 m in diameter by eight m long and capacities of 450 kilowatt
Tracer Lathes: These lathes have special attachments that are capable of turning components with varied contours. Conjointly known as a duplicating lathe or contouring lathe, the cutting implement follows a path that duplicates the contour of a template, like a pencil following the form of a plastic stencil. However, operations generally performed on a tracer lathe are replaced mostly by numerical-control lathes and turning centers.
Automatic Lathes: Lathes became more and more machine-controlled over the years; manual machine controls are replaced by varied mechanisms that modify machining operations to follow a definite prescribed sequence. in an exceedingly absolutely automatic lathe, components are fed and removed mechanically, whereas in semi-automatic machines, these functions are performed by the operator. (The cutting remains automatic.) Automatic lathes could have a horizontal or vertical spindle and are appropriate for medium- to high-volume production. Lathes that don't have tailstocks are known as chucking machines or chuckers. They used for machining individual items of normal or irregular shapes and are either single- or multiple-spindle varieties. In another kind of automatic lathe, the bar stock is fed sporadically into the lathe and an area is machined and discontinue from the top of the bar stock.
Turret Lathes: These machine tools are capable of activity multiple cutting operations, comparable to turning, boring, drilling, thread cutting, and facing. Many cutting tools (usually as several as six) are mounted on the polygonal shape main turret, that is turned when every specific cutting operation is completed. The lathe sometimes includes a sq. turret on the cross-slide, mounting as several as four cutting tools. The piece of work (generally an extended, spherical bar stock) is advanced a planned distance through the chuck. When the half is machined, it does discontinue by a tool mounted on the sq. turret that moves radially into the piece of work. The rod then is advanced identical planned distance, and also the next half is machined. Turret lathes (either the bar kind or the chucking type) are versatile, and also the operations is also meted out either by hand, victimization the gate (capstan wheel), or mechanically. Once found out properly, these machines don't need extremely experienced operators.
Computer-controlled Lathes: Within the most advanced lathes, movement and management of the machine and its parts are achieved by laptop numerical control (CNC). These lathes typically are equipped with one or additional turrets and every turret are supplied with a spread of tools and perform many operations on totally different surfaces of the piece of work. Workpiece diameters is also the maximum amount as one m. to require advantage of latest cutting-tool materials, computer-controlled lathes are designed to work quicker and have higher power obtainable compared with alternative lathes. They’re equipped with automatic tool changers (ATCs). Their operations are faithfully repetitive, maintain the required dimensional accuracy, and need less experienced labor (once the machine is about up). They’re appropriate for low- to medium volume production.
Q5. Describe the milling operation.
ANS: Milling could be a machining operation during which a workpart is fed past a rotating cylindrical tool with multiple cutting edges. (In rare cases, a tool with one leading edge, known as a fly-cutter, is used). The axis of rotation of the cutting implement is perpendicular to the direction of feed. This orientation between the tool axis and also the feed direction is one among the options that distinguishes edge from drilling. In drilling, the cutting implement is fed in an exceedingly direction parallel to its axis of rotation. The cutting implement in edge is termed a milling cutter and also the cutting edges are called teeth. The standard machine that performs this operation could be a lathe. The reader will read milling operations and also the varied milling machines in our video clip on milling and machining centers. The geometric type created by edge could be a plane surface. Alternative work geometries is created either by suggests that of the cutter path or the cutter form. Due to the range of shapes attainable and its high production rates, milling is one among the foremost versatile and wide used machining operations. Milling is interrupted cutting operation; the teeth of the milling cutter enter and exit the work throughout every revolution. This interrupted cutting action subjects the teeth to a cycle of impact force and thermal shock on each rotation. The tool material and cutter geometry should be designed to face up to these conditions.
Q6. Write a short note on peripheral milling.
ANS: In peripheral milling, conjointly known as plain milling, the axis of the tool is parallel to the surface being machined, and also the operation is performed by cutting edge on the skin fringe of the cutter. (a) slab milling, the fundamental kind of peripheral milling during which the cutter dimension extends on the far side the piece of work on each sides; (b) slotting, conjointly known as slot milling, during which the dimension of the cutter is a smaller amount than the piece of work width, making a extract the work - when the cutter is incredibly skinny, this operation is accustomed mill slim slots or cut a workpart in 2, known as saw milling; (c) side milling, during which the cutter machines the facet of the workpiece; (d) straddle milling, identical as facet milling, solely cutting takes place on each side of the work; and form milling, during which the milling teeth have a special profile that determines the form of the slot that's cut within the work. Form milling is so classified as a forming operation. In peripheral milling, the direction of cutter rotation distinguishes 2 varieties of milling: up milling and down milling.
In up milling, conjointly known as typical milling, the direction of motion of the cutter teeth is opposite the feed direction once the teeth remove the work. It is milling ‘‘against the feed.’’ In down milling, conjointly known as climb milling, the direction of cutter motion is that the same because the feed direction once the teeth cut the work. This is milling ‘‘with the feed.’’ The relative geometries of those 2 varieties of milling end in variations in their cutting actions. In up milling, the chip shaped by every cutter tooth starts out terribly skinny and will increase in thickness throughout the sweep of the cutter. In down milling, every chip starts out thick and reduces in thickness throughout the cut. The length of a kick in down milling is a smaller amount than in up milling (the distinction is exaggerated in our figure). This suggests that the cutter is engaged within the work for fewer times per volume of fabric cut, and this tends to extend tool life in down milling. The cutting force direction is tangential to the fringe of the cutter for the teeth that are engaged within the work. In up milling, this includes a tendency to elevate the workpart because the cutter teeth exit the fabric. In down milling, this cutter force direction is downward, tending to carry the work against the lathe table.
Q7. Write a short note on face milling.
ANS: In face milling, the axis of the cutter is perpendicular to the surface being processed, and machining is performed by cutting edges on each the top and outdoors fringe of the cutter. As in peripheral milling, varied varieties of face milling exist, (a) typical face milling, during which the diameter of the cutter is larger than the workpart dimension, therefore the cutter overhangs the work on each sides; (b) partial face milling, wherever the cutter overhangs the work on only 1 side; (c) finish milling, during which the cutter diameter is a smaller amount than the work dimension, thus a slot is remove the part; (d) profile milling, a kind of finish milling during which the skin fringe of a flat half is cut; (e) pocket milling, another kind of finish milling accustomed mill shallow pockets into flat parts; and (f) surface contouring, during which a ball-nose cutter (rather than square-end cutter) is fed back and forth across the work on a curvilinear path at shut intervals to create a three dimensional surface form. Identical basic cutter management is needed to machine the contours of mildew and die cavities, during which case the operation is termed die sinking.
Q8. What are the different operations regarding drilling?
ANS:
(a) Reaming: Reaming is employed to slightly enlarge a hole, to supply a much better tolerance on its diameter, and to enhance its surface end. The tool is termed a reamer, and it always has straight flutes.
(b) Tapping: This operation is performed by a faucet is employed to supply internal screw threads on an existing hole.
(c) Counterboring: Counterboring provides a stepped hole, during which a bigger diameter follows a smaller diameter part into the outlet. A counterbored hole is employed to seat bolt heads into a hole therefore the heads don't protrude higher than the surface.
(d) Countersinking: This is often like counterboring, except that the step within the hole is cone like for flat head screws and bolts.
(e) Centering: Conjointly known as center drilling, this operation drills a beginning hole to accurately establish its location for ulterior drilling. The tool is termed a middle drill.
(f) Spot facing: Spot facing is comparable to milling. It’s accustomed offer a flat machined surface on the workpart in an exceedingly localized space.
Q9. Write a short note on grinding wheel.
ANS: A grinding wheel consists of abrasive particles and bonding material. The bonding material holds the particles in situ and establishes the form and structure of the wheel. These two ingredients and the approach they're invented verify the 5 basic parameters of a grinding wheel: (1) abrasive material, (2) grain size, (3) bonding material, (4) wheel grade, and (5) wheel structure. To realize the required performance during a given application, each of the parameters should be fastidiously elite.
Abrasive Material: Totally different abrasive materials are applicable for grinding different work materials. General properties of associate degree abrasive material employed in grinding wheels include high hardness, wear resistance, toughness, and friability. Hardness, wear resistance, and toughness are fascinating properties of any cutting-tool material. Friability refers to the capacity of the abrasive material to fracture once the leading edge of the grain becomes dull, thereby exposing a replacement sharp edge. The development of grinding abrasives is represented in our historical note. Today, the abrasive materials of greatest industrial importance are corundum, silicon carbide, cubic element nitride, and diamond.
Grain Size: The grain size of the abrasive particle is vital in decisive surface finish and material removal rate. Tiny grit sizes turn out higher finishes, whereas larger grain sizes permit larger material removal rates. Thus, a choice must be made between these two objectives once choosing abrasive grain size. The choice of grit size additionally depends to some extent on the hardness of the work material. More durable work materials need smaller grain sizes to cut effectively, whereas softer materials need larger grit sizes. The grit size is measured employing a screen mesh procedure. In this procedure, smaller grit sizes have larger numbers and contrariwise. Grain sizes used in grinding wheels usually vary between eight and 250. Grit size eight is incredibly coarse and size 250 is very fine. Even finer grit sizes are used for covering and super finishing.
Bonding Materials: The bonding material holds the abrasive grains and establishes the shape and structural integrity of the emery wheel. Fascinating properties of the bond material include strength, toughness, hardness, and temperature resistance. The bonding material must be able to face up to the centrifugal forces and high temperatures experienced by the grinding wheel, resist shattering in shock loading of the wheel, and hold the abrasive grains stiffly in situ to accomplish the cutting action whereas permitting those grains that are worn to be dislodged in order that new grains will be exposed.
Q10. Write a short note on lapping process.
ANS: Lapping is an abrasive method wont to turn out surface finishes of maximum accuracy and smoothness. It’s utilized in the assembly of optical lenses, bimetal bearing surfaces, gages, and alternative elements requiring superb finishes. Metal elements that are subject to fatigue loading or surfaces that has to be wont to establish a seal with a union half are usually lapped. Instead of a guaranteed abrasive tool, covering uses a fluid suspension of terribly small abrasive particles between the piece of work and also the lapping tool. The fluid with abrasives is observed as the lapping compound and has the final look of a chalky paste. The fluids used to make the compound embody oils and coal oil. Common abrasives are metal oxide and carbide with typical grit sizes between three hundred and 600. The covering tool is termed a lap, and it's the reverse of the required form of the workpart. To accomplish the process, the lap is ironed against the work and captive back and forth over the surface in a figure-eight or alternative motion pattern, subjecting all parts of the surface to the same action. Covering is usually performed by hand; however covering machines accomplish the process with larger consistency and potency.
Materials wont to create the lap vary from steel and forged iron to copper and lead. Wood laps have additionally been created. As a result of a covering compound is employed instead of a bonded abrasive tool, the mechanism by that this method works is somewhat completely different than grinding and honing. It’s hypothesized that 2 different cutting mechanisms are at work in covering. The primary mechanism is that the abrasive particles roll and slide between the lap and also the work, with terribly tiny cuts occurring in each surface. The second mechanism is that the abrasives become embedded within the lap surface and also the cutting action is incredibly similar to grinding. It’s probably that covering could be a combination of those two mechanisms, relying on the relative hardness of the work and also the lap. For laps manufactured from soft materials, the embedded grit mechanism is emphasized; and for exhausting laps, the rolling and sliding mechanism dominates.




