Unit - 4
Unconventional Machining Processes
Q1) Explain the Water Jet Machining.
A1)
Water Jet Machining
Construction:
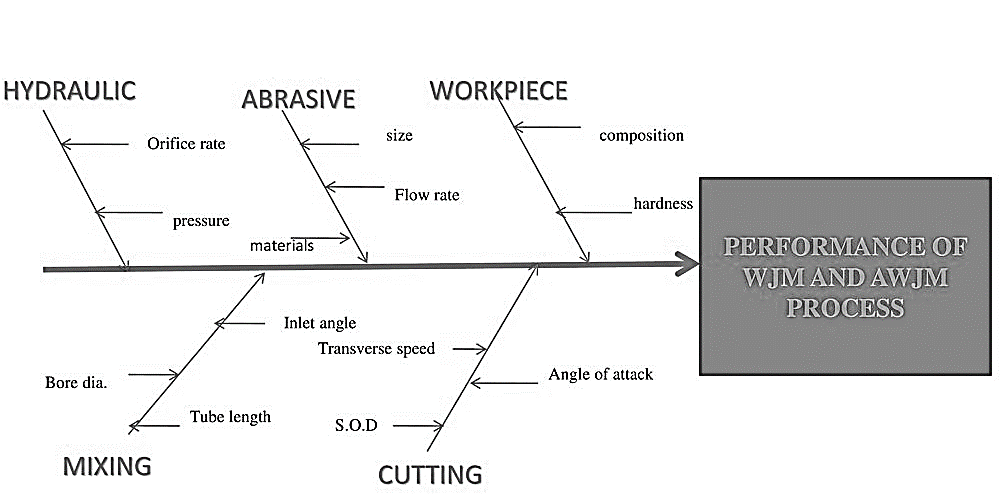
Fig. Process Parameters
Reactive force = Mass flow rate (m) X jet velocity (v)
Hence,
MRR α m α v
Q2) Explain the working of Abrasive jet machining.
A2)
Working of Abrasive jet machining (AJM):
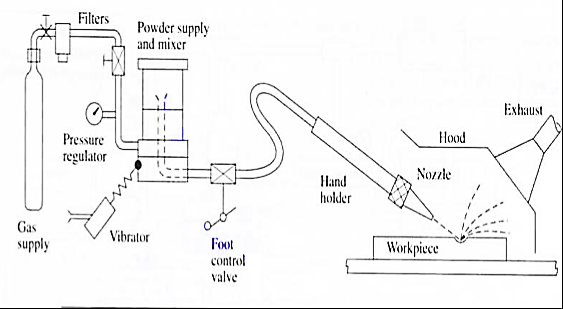
Fig. Abrasive jet machining
Q3) Explain the principle and working of Ultrasonic machining
A3)
Principle of Ultrasonic machining (USM):
In this method with the help of piezoelectric transducer tool is vibrate at high frequency in a direction normal to the surface being machined abrasive slurry are used for the remove the metal from work piece.
Working of USM:

Fig. Ultrasonic machining
Q4) Explain the working of EDM.
A4)
Electrical discharge machining (EDM), sometimes also referred to as spark machining, spark eroding, burning, die sinking, wire burning or wire erosion, is a manufacturing process whereby a desired shape is obtained using electrical discharges (sparks).
Material is removed from the work piece by a series of rapidly recurring current discharges between two electrodes, separated by a die-electric liquid and subject to an electric voltage. One of the electrodes is called the tool-electrode, or simply the "tool" or "electrode", while the other is called the workpiece- electrode, or "workpiece".
Working of EDM:

Fig. Electrical discharge machining
Advantages: -
Disadvantages: -
Q5) Describe surface finish and defined their factors.
A5) Surface finish:
The outermost boundary of a body adjacent to the air is called surface. When this surface deformed by a sharp cutting edge, the term surface finish describes the boundary.
A good surface is affected by many variables in single or multiple point machining.
Surface finish is defined in terms of 4 factors:
Q6) Describe wire EDM in short.
A6)
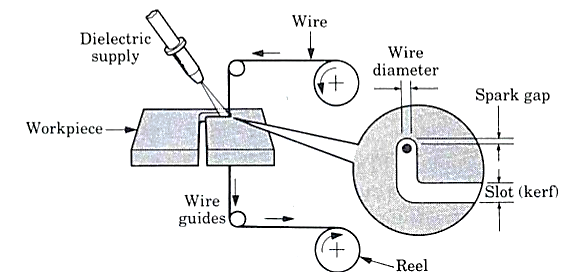
Fig. Wire EDM
Q7) Define ECM and explain its working.
A7)
Working of ECM:



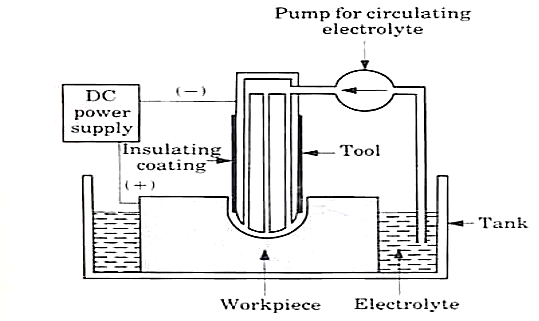
Fig. Electro-chemical machining
Advantages of ECM:
Q8) Explain MRR.
A8)
Material removal rate (MRR):
MRR = m / tρ = IA / Fρν
where m = ItA/Fv = mass of material dissolve
I = current
A = Atomic weight
v = valency
F = Faraday’s constant = 96500 coulombs
ρ = density of the material
Power Supply:
1. Type: direct current
2. Voltage: 2 to 35 V
3. Current: 50 to 40,000 A
4. Current density: 20 A/cm2 to 300 A/cm2
Q9) Explain the working of the Laser-beam machining.
A9)
Laser-beam machining is a thermal material- removal process that utilizes a high-energy, coherent light beam to melt and vaporize particles on the surface of metallic and non- metallic work pieces.
Lasers can be used to cut, drill, weld and mark. LBM is particularly suitable for making accurately placed holes.
Principle of Laser beam machining (LBM):
Working of LBM
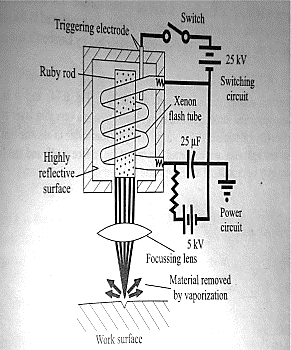
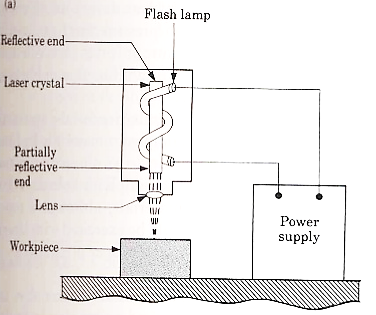
Fig. Laser Beam Machining
Applications: -
Q10) Explain the Plasma Arc Machining process.
A10)
Plasma Arc Machining is used to remove material from the workpiece. In this process, a high velocity jet of high-temperature gas is used to melt and remove material from the workpiece. This high velocity of hot gas is also known as plasma jet.
When a gas or air is heated at a temperature of more than 5000 °C, then it will start getting ionized into positive ions, negative ions and neutral ions. When the gas or air is ionized its temperature reaches from 11000 °C to 28000 °C and this ionized gas is called plasma.
The gas or air is heated with arc and the plasma produced by heating gas is used to remove material from the workpiece. So, the whole process is called Plasma Arc Machining.
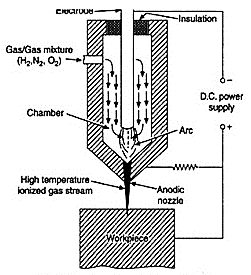
Fig. Plasma Arc Machining
Mechanism of Metal Removal:
Advantages of Plasma arc Machining:
2. Wide Range of Materials and Thickness:
3. Easy to Use:
4. Economical:
Disadvantages of Plasma Arc Machining:




