Unit - 3
Non-Traditional Machining Processes
Q1) Explain in brief Ultrasonic Machining Process?
A1)
With its superior performance, ultrasonic machining is revolutionising the manufacturing industry. The main reason this machining technology is used in the industrial industry is that it produces less heat. All ultrasonic machining operations are both cost-effective and yield the greatest results. Ultrasonic machining is an abrasive method that uses a vibrating tool and the indirect passage of abrasive particles towards the work piece to turn any material into a hard and brittle state. It is a machining method with a modest rate of material removal.
Ultrasonic Machining
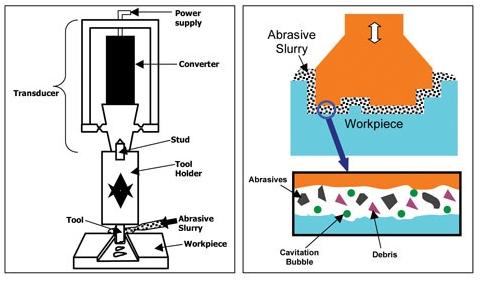
Ultrasonic impact grinding, also known as ultrasonic vibration grinding, is a process that utilises a vibrating tool that oscillates ultrasonic frequencies to remove material from a work piece. An abrasive slurry travels between the tool and the work piece during the process. As a result, the tool and the work piece never come into contact. The weight of the procedure is rarely more than two pounds.
Ultrasonic Machine is Useful for Hard Material
This approach is ideal for working with hard materials such ceramic matrix composites, ruby, piezo-ceramics, glass, ceramics, Quartz, ferrite, diamonds, technical ceramics, alumina, PCD, sapphire, CVD silicon carbide, and others.
Ultrasonic Machining Process
In comparison to the work piece, the tool used in the machine to cut the materials is made of a soft material. Soft steels and nickel are commonly used in the tool's construction. When the tool vibrates, abrasive slurry (liquid) with abrasive grains and particles is introduced. The abrasive slurry is introduced in small amounts until the workpieces engage with the grains. The work piece's brittleness abrades the surface due to the liquid particles introduced, while the tool gradually deforms.
Q2) Explain working principal of ultrasonic machining give advantages and
Disadvantages?
A2)
The amount of time spent on an ultrasonic machine is entirely dependent on the vibrating tool's frequency. It also depends on the particle size of the abrasive slurry, as well as its stiffness and viscosity. Because they are more stiff than others, the grains utilised in the abrasive fluid are commonly boron carbide or silicon carbide. If the slurry fluid has a low viscosity, the abrasive can be easily swept away.
Ultrasonic Machining Advantages and Disadvantages
Learn about the benefits and drawbacks of the machining process so you can make the best decision:
Advantages
1. Machining of various hard materials
2. Produces well-structured and polished results
3. It generates less heat.
4. Different hole cut forms due to the tool's vibratory motion
Disadvantages
1. Requires a higher level of honesty and ability.
2. There is no certified radiography record.
3. Defects are caused by excessively large grain sizes.
4. Due to erroneous signs and a misunderstanding of the process, more repairs may be required.
Ultrasonic machines are the future of machining, and they're already being used all over the world to make hard and brittle materials for industrial applications. The ultrasonic machine can conduct a wide range of tasks, which can aid industrialists in a variety of ways. Advanced technology creates solutions that help to expand market potential while also making things easier.
Q3) What are the application of ultrasonic machining?
A3)
The applications of Ultrasonic Machining are:
1. Machining intricately formed products with extreme precision.
2. Drilling any kind of round hole
3. Brittle materials should be ground.
4. Creating a profile for the holes.
5. Engraving
6. Trepanning and coining are the sixth and seventh steps in the trepanning and coining
7. Threading
8. Hard material slicing and broaching
9. Glass and ceramics machining
10. Tungsten machining for accurate mineral stones.
11. Die piercing and separating off operations.
12. This is accurate enough to be employed in the manufacture of micro-electromechanical system components like micro-structured glass wafers.
13. Diamonds are cut into the shapes that are wanted.
Q4) State Laser Beam Machining Construction or Main Parts.
A4)
#1 Power Supply:
Lasers necessitate a high voltage. The system is given power in order for the electron to depart. When power is applied, the electron becomes excited, which implies it is ready to work.
#2 Flash Lamps:
Flash lamps are used to provide white, coherent light for a short period of time.
#3 Capacitor:
We are all familiar with the function of a capacitor, which is to store and release charge. It's used throughout the flashing procedure in this case.
#4 Reflecting Mirror:
Here, a Reflecting Mirror is used to direct light to the workpiece. There are two forms of it: internal and exterior.
#5 Lense:
The objective of the lenses is to aid vision. It enlarges the image so that you may execute operations on the specified work piece mark with ease.
#6 Workpiece:
The work component is similar to the object on which the operation will be performed. For example, if a body requires a laser operation, we are the work piece for this machine; similarly, if an object requires a drill or hole, the Laser machine performs the operation.
Q5) State the advantages and disadvantages of laser beam machining?
A5)
Laser Beam Machining Advantage:
The following advantages of laser beam machining are:
• Any material, including non-metallics, can be machined;
• The production rate is high; and
• There is no direct contact between the tool and the work.
• There is no evidence of tool wear.
• There is no mechanical force applied to the work.
• There is a relatively limited heat-affected zone.
• It is possible to weld heat-treated and magnetic materials without losing their qualities.
• Rubber and plastic are soft materials that can be machined.
• Even the tiniest holes can be machined.
Laser Beam Machining Disadvantage:
The following disadvantages of laser machining are:
• Laser machining has a relatively poor overall efficiency.
• It can only be used with thin sheets, and the flash lamp has a limited lifespan.
• Removing a high number of metals is impossible.
• The machined holes aren't perfectly round or straight.
• Inability to drill very deep holes.
• It has a premium price tag.
• There is a very low rate of metal removal.
Q6) Explain the construction and working principles of plasma arc machining?
A6)
Construction of Plasma Arc Machining:
A tungsten electrode is attached to the plasma arc cutting torch in the chamber.
The negative end of the DC power supply is connected to this tungsten electrode.
A plasma gun is necessary for plasma arc machining. There is a chamber in this plasma rifle.
Inside the chamber of this plasma pistol is a tungsten electrode.
This tungsten electrode serves as a cathode when attached to the negative terminal of the DC Power Supply.
A copper nozzle works as an anode and is connected to a positive terminal of the DC Power Supply at the bottom of the chamber.
The remainder of the chamber is insulated and serves as an insulator.
A little opening on the right side of the chamber allows gas to enter the room.
Because they are water cooled, the cathode and anode remain cool despite the heated gases travelling past them. The torch is surrounded by water circulation.
Working Principle of Plasma Arc Machining
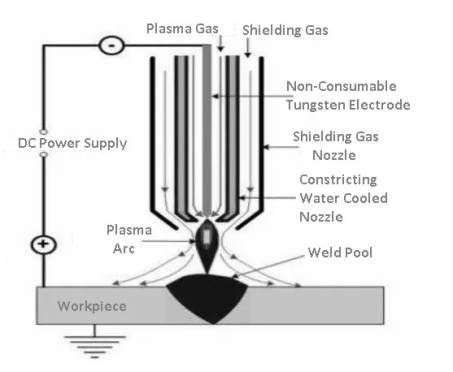
The figure depicts the plasma arc machining principle.
A volume of gas, such as H2, N2, 02, or other gases, is passed through a small chamber in which a high-frequency spark (arc) is maintained between the tungsten electrode (cathode) and the copper nozzle (anode), both of which are water-cooled, in a plasma torch, known as the gun or plasmatron.
1. To protect the gas from the atmosphere, certain torches have an inert gas flow surrounding the main flame.
2. Arc-generated high-velocity electrons clash with gas molecules, producing dissociation of the gas's diatomic molecules, resulting in atom ionisation and the release of enormous amounts of thermal energy.
1. The plasma generating gas is driven through the torch's nozzle duct in order to stabilise the arc.
2. The gas is heated in the nozzle duct's compressed zone, resulting in a nearly high exit gas velocity and a high core temperature of up to 16,000 °C.
3. The high-velocity gas stream efficiently sweeps the molten metal away, while the relative plasma jet melts the workpiece material.
4. The thickness of the work material, as well as the cutting speed, determine the depth of the heat affected zone. The heat-affected zone on a workpiece with a thickness of 25 mm is roughly 4 mm, and it is reduced at high cutting speeds.
5. The gas has a normal flow rate of 2 to 11 m/hr. Direct current with a voltage of around 400 V and a power output of 200 kW is usually required.
6. For a cutting rate of 250 to 1700 mm/min, the arc current ranges between 150 and 1000 A.
Q7) What is Electrochemical Machining and explain working Principle?
A7)
To change the workpiece, electrochemical machining employs both an electrolyte solution and an electrical current. Because electrochemical machining requires electrical conductivity, the workpiece material must be conductive.
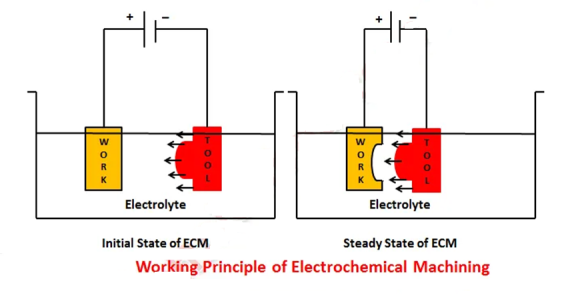
The process of electrochemical machining is the inverse of electrochemical or galvanic coating. The workpiece serves as the anode, while the tool serves as the cathode in electrochemical machining. Both of these are submerged in an electrolyte solution, and an electrical current is transferred between them through the solution. The workpiece and the tool are put close together but not touching. The material is removed from the workpiece at the atomic level when the electrical current is delivered, resulting in a smooth finish.
Working Principle
The electrochemical or galvanic coating or deposition process is the polar opposite of ECM operation.
The reactions occur at the electrodes, namely the anode (workpiece) and cathode (tool), as well as within the electrolyte, during the electrochemical machining process.
Consider the case of machining low carbon steel, which is primarily made up of ferrous alloys (Fe). To process ferrous alloys, we often employ a neutral salt solution of sodium chloride (NaCl) as the electrolyte. In the electrolyte, the ionic dissociation of NaCl and water occurs as indicated below.


When a potential difference is applied across an electrode, ions begin to travel between the tool and the w/p. Positive ions are drawn to the tool (cathode), while negative ions are drawn to the workpiece.
Q8) What are Advantages, Disadvantages & Applications of Electrical Discharge Machining (EDM)?
A8)
Spark Machining or Spark Eroding is another name for the Electrical Discharge Machining method.
As you may be aware, there are a variety of non-traditional machining technologies available, with EDM being one of them. The others are listed below.
• Ultrasonic Machining (Ultrasonic Machining)
• ECM (Electrochemical Machining)
• Machining with a water jet
• Machining with an abrasive water jet
• Electron Beam Machining (Electron Beam Machining)
• Machining Using a Laser Bea
• EDM (Electrical Discharge Machining)
Q9) What is Electrical Discharge Machining?
A9)
Electric Discharge Machining is a procedure in which electrical energy is utilised to generate a spark between the tool and the workpiece that is submerged in a dielectric media, allowing material to be removed from the workpiece's surface by local melting or vaporisation.
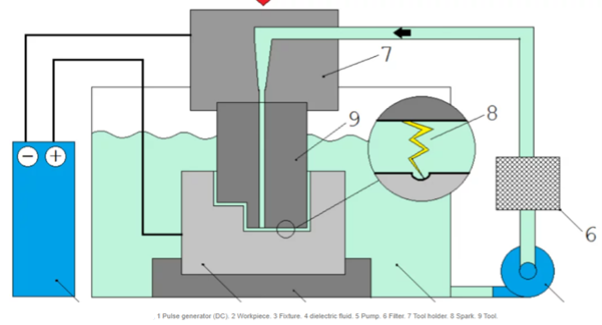
Electrical Discharge Machining Diagram:
The diagram of Electrical Discharge Machining is shown below.
Q10) What id dielectric fluid in electric discharging machining gives the properties for same?
A10)
The workpiece and the tool are separated using dielectric fluid, and the distance between them is kept as small as possible.
The dielectric fluid acts as an insulator under normal circumstances. In this sense, there is no electrical conductivity.
However, when high pressure is applied, the dielectric fluid ionises into Negative and Positive Ions, allowing it to conduct.
Properties of the Dielectric Fluid/Medium:
It has a low viscosity, for starters.
2. Maintain electrical non-conductivity until the required voltage is reached.
3. It can be utilised to keep you cool.
4. It is capable of transporting all metal particles produced by spark erosion.
Electrolyte used:
Kerosene acts as a Dielectric Fluid in Electrical Discharge Machining process
Optimum Gap:
The Optimum gap between the tool and the workpiece is 0.03 mm.
Voltage - 70V
Q11) State Working Principle of Electrical Discharge Machining Process.
A11)
A fixture secures the workpiece in the dielectric container.
The Servo Feed Unit, which can move downward in a vertical direction, feeds the tool.
The electrical discharge machining technique is powered by a positive terminal connected to the workpiece and a negative terminal connected to the tool.
The tool and workpiece are separated using dielectric fluid, and the distance between them is kept as small as possible.
As previously established, the dielectric fluid acts as an insulator under normal conditions. In this sense, there is no electrical conductivity.
The dielectric fluid, however, ionises into Negative and Positive Ions when sufficient pressure is applied
Positive ions attract negative ions, while negative ions attract positive ions, resulting in the generation of heat.
When positive and negative ions clash, a spark is created between the tool and the workpiece, allowing the material to be removed off the workpiece's surface.
When there isn't a spark in the container, the dielectric fluid acts as an insulator once more.
To remove the material off the workpiece's surface, the same method is used.
This is a comprehensive overview of the Electrical Discharge Machining process, including terminology and how it works.
Q12) What is Wire EDM?
A12)
Wire Electrical Discharge Machining (Wire EDM) can be used to create features that would be difficult or impossible to obtain using traditional methods, such as microscopic slots, square corners, and complex geometrical shapes. The method can be utilised on hard materials and provides a higher level of positional precision. This is owing to the machine's near-zero cut force, which permits linear motors to be used instead of traditional ball screws.
WIRE EDM METHOD
Wire EDM is a process whereby a thin wire is used as an electrode to cut along a programmed path. The workpiece is submerged in a dielectric fluid (which increases the water’s resistivity) allowing for the generation of an arc at the wire, which in turn disintegrates the workpiece. The machine uses a spool of wire that moves continuously to offer a fresh section of wire throughout the cutting process, this results in an incredibly repeatable process.
Q13) What are the advantages and disadvantages of wire EDM?
A13)
Advantages of Wire EDM
Wire EDM has the following advantages:
1. Excellent surface finish
2. High level of precision
3. Enables the machining of features that would be extremely difficult or impossible to machine using traditional methods.
4. Suitable for rare and tough materials (Conductive only)
5. Access to interior features can be gained by threading wire through a pre-existing pilot hole.
Disadvantages Of Wire EDM
The disadvantages of Wire EDM include:
- The wire must pass through the entire part which means this process is not suitable for ‘blind-hole’ applications
- The process can be time-consuming depending on the amount of material to be removed
- Brass deposits can be found on the part post-machining
- The tighter the tolerance the more cuts required to hold – Each pass results in additional processing time
Q14) How Electrical Discharge Machining Works?
A14)
The basic electrical discharge machining procedure is relatively straightforward. Between an electrode and a workpiece, an electrical spark is formed. The movement of electricity is apparent in the form of a spark. This electric spark generates enormous heat, ranging from 8000 to 12000 degrees Celsius, capable of melting practically anything. The spark is precisely regulated and focused so that it only touches the material's surface. The heat treatment underneath the surface is largely unaffected by the EDM procedure. The spark always happens in deionized water's dielectric. The water's conductivity is carefully managed, creating an ideal environment for the EDM process. The water cools the machine and flushes the corroded metal particles away.
Q15) Explain in brief Abrasive jet machining.
A15)
Abrasive jet machining (AJM) is a mechanical energy-based advanced machining method that uses a high-velocity jet of abrasives to remove material from a work surface by impact erosion. Fine abrasive particles are accelerated in a highly pressured gas to produce the abrasive jet (carrier gas). A nozzle is used to transform the pressure energy into kinetic energy and to aim the jet at a specific angle towards the work surface (impingement angle). When hard abrasive particles collide, they gradually remove material by erosion, which is often aided by brittle fracture.
The possible level of accuracy and precision distinguishes AJM from traditional sand blasting techniques. Alumina, silicon carbide, glass beads, sodium bicarbonate, and other abrasives are used in AJM, whereas silica sand is used mostly in sand blasting (SiO2). Although the goals of both techniques are similar, AJM allows for more precise control of cutting parameters, resulting in greater accuracy and precision.
Q16) What are the useful Equipment for abrasive jet machining?
A16)
Air compressor: The carrier gas is compressed to a pressure of 15–20bar. Drier and filter are also included in the compressor unit. To reduce condensation or jamming during compression, it eliminates water vapour and dust particles.
Pressure gauges: Several of these gauges are used to measure the pressure of the carrier gas as well as the gas-abrasive mixture.
Flow regulating valves: These valves regulate the volume flow rate of carrier gas in order to keep the mixing ratio constant.
Hopper: In AJM, a circular hopper with gradual compression is typically used to provide fresh abrasive to the mixing chamber on a constant basis. To avoid bridging, the hopper is occasionally vibrated (jamming at outlet).
Mixing chamber: Its job is to combine abrasives with a pressurised carrier gas. Momentum is transferred here, and abrasives begin to flow with carrier gas. To achieve homogenous mixing, the chamber is vibrated.
Nozzle: As an isentropic steady flow device, nozzle converts hydraulic energy (pressure) of the gas-abrasive mixture to the kinetic energy and thus high velocity jet is obtained.
Working chamber: To avoid environmental pollution, a close working chamber with a good exhaust system is normally maintained. It also aids in the protection of workers from lung diseases caused by exposure to an environment containing an excessive amount of fine abrasive particles.
Servo controller: Servo mechanisms are sometimes used to control the movement of the work table. This allows for simple, accurate, and exact control when cutting difficult profiles and shapes.
Q17) Explain Process parameters and their influence on AJM.
A17)
Abrasive jet machining performance is influenced by a variety of factors. The shape, size, strength, material, and flow rate of abrasive particles; the nature, composition, flow rate, pressure, and temperature of carrier gas; the mixing ratio, striking velocity, impingement angle, and stand-off distance of the abrasive jet; the profile and inner diameter of the nozzle; and the mechanical properties and stress concentration of the work material are all important process parameters.
AJM performance is usually assessed by analyzing three output responses, namely (i) material removal rate (MRR), (ii) surface roughness and accuracy of machined feature, and (iii) nozzle life or nozzle wear rate. Effects of process parameters on AJM performance are discussed below.
Input and Output parameters in AJM | |
Process parameters | Output responses |
1. Abrasive particles – its shape, size, strength, material and flow rate. | 1.Material Removal Rate (RR) |
2. Carrier gas-its nature, composition, flow rate, pressure and temperature. | 2. Surface roughness and accuracy of machined feature. |
3. Abrasive jet –mixing ratio, striking velocity, impingement angle and stand-off distance | 3. Nozzle life or nozzle wear rate. |
4. Nozzle- its profile and inner diameter. |
|
5. Work material-its mechanical properties and stress concentration |
|
Q18) What are Effects of mixing ratio on AJM performance?
A18)
The mixing ratio (M) is the proportion of abrasive particle mass flow rate to carrier gas mass flow rate. It basically determines the abrasive concentration in the jet. By raising the abrasive %, the mixing ratio can be raised, and an upward trend in MRR may be seen because a larger number of abrasives participate in micro-cutting activity per unit time. However, because of lower jet velocity (due to constant gas pressure) and inevitable collisions, an excessive concentration of abrasive in the jet can dramatically diminish MRR (thus loss of kinetic energy).
MRR can be improved by proportionally raising both the abrasive and gas flow rates at the same time while keeping the mixing ratio constant. In this situation, the carrier gas must be used at a higher pressure. To manage such high pressure without leakage or rupture, thicker and stronger pipelines and other accessories are required. Because of the restricted capability of equipment and accessories, an indefinite growth in MRR is not viable.




