Unit - 2
Engineering Materials
Q1) What are Super Alloys or High Temperature Materials?
A1)
High strength, high hardness and wear resistance, high creep resistance and high oxidation resistance at elevated temperatures.
Contain W, Mo, V and Cr as alloying elements.
High speed steels and super high-speed steels belong to this category.
Contain Mo, Cr and Co.
Inconels, hastealloys, nimonics and waspalloy are some of the alloys belonging to this category Composition of nimonic alloy: 0.2% C, 10% Cr, 20% Co, 5% Mo, 5% Al, 1.3% Ti and rest Ni.
Contain Mo, Cr, Ni and rest Co.
Refractory metals and alloys:
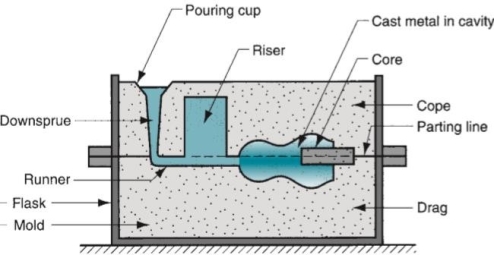
Q2) Explain the functions of Runner and Riser in casting.
A2) Runner is a passage in the mould through which the metal flows through into the main cavity after entering through the down sprue.
Any casting in which shrinkage is significant requires a riser connected to the main cavity. The riser is a reservoir in the mold that serves as a source of liquid metal to compensate for shrinkage of the casting during solidification. The riser must be designed to freeze after the main casting in order to satisfy its function.
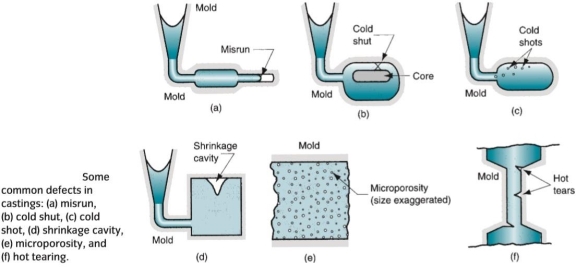
Q3) Explain with neat sketches the various casting defects.
A3) Some defects are common to any and all casting processes. These defects are as follows:
Misruns: These are castings that solidify before completely filling the mold cavity.
Causes of misrun include (i) fluidity of the molten metal is insufficient, (ii) pouring temperature is too low, (iii) pouring is done too slowly, and/or (iv) cross-section of the mold cavity is too thin.
Cold Shuts: These occur when two portions of the metal flow together but there is a lack of fusion between them due to premature freezing. Its causes are similar to those of a misrun.
Cold shots: These result from splattering during pouring, causing the formation of solid globules of metal that become entrapped in the casting. Pouring procedures and gating system designs that avoid splattering can prevent this defect.
Shrinkage cavity: It is a depression in the surface or an internal void in the casting, caused by solidification shrinkage that restricts the amount of molten metal available in the last region to freeze. It often occurs near the top of the casting, in which case it is called a ‘‘pipe.’’ This problem can often be solved by proper riser design.
Micro-porosity: It consists of a network of small voids distributed throughout the casting caused by localized solidification shrinkage of the final molten metal in the dendritic structure. The defect is usually associated with alloys, because of the protracted manner in which freezing occurs in these metals.
Hot tearing or hot cracking: It occurs when the casting is restrained from contraction by an unyielding mold during the final stages of solidification or early stages of cooling after solidification. This defect is because of separation of the metal at a point of high tensile stress caused by the metal’s inability to shrink naturally. In sand casting and other expendable-mold processes, it is prevented by compounding the mold to be collapsible. In permanent-mold processes, hot tearing is reduced by removing the part from the mold immediately after solidification.
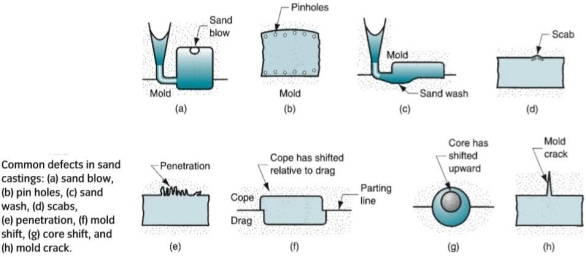
Defects found primarily in sand castings are as follows:
Sand blow: It is a defect consisting of a balloon-shaped gas cavity caused by release of mold gases during pouring. It occurs at or below the casting surface near the top of the casting. Low permeability, poor venting, and high moisture content of the sand mold are the usual causes of Sand blow.
Pinholes: These are also caused by release of gases during pouring, consist of many small gas cavities formed at or slightly below the surface of the casting.
Sand wash: It is an irregularity in the surface of the casting that results from erosion of the sand mold during pouring, and the contour of the erosion is formed in the surface of the final cast part.
Scabs: These are rough areas on the surface of the casting due to encrustations of sand and metal. It is caused by portions of the mold surface flaking off during solidification and becoming imbedded in the casting surface.
Penetration: It is a surface defect that occurs when the fluidity of the liquid metal is high, and it penetrates into the sand mold or sand core. Upon freezing, the casting surface consists of a mixture of sand grains and metal. Harder packing of the sand mold helps to alleviate this condition.
Mold shift: It is a defect caused by a sidewise displacement of the mold cope relative to the drag, resulting in a step in the cast product at the parting line.
Core shift: It is similar to mold shift, but it is the core that is displaced, and the displacement is usually vertical. Core shift and mold shift are caused by buoyancy of the molten metal.
Mold crack: It occurs when mold strength is insufficient, and a crack develops, into which liquid metal can seep to form a ‘‘fin’’ on the final casting.
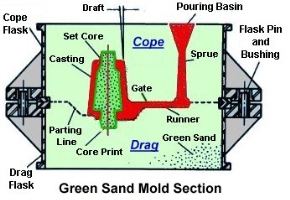
Q4) What are the Types and Classification of Casting Process? Explain them.
A4) Green Sand Mould Casting
The material for a green sand mould is a mixture of sand, clay, water, and some organic additives, e.g., wood flour, dextrin, and sea coal. The percentage of these ingredients on weight basis is approximately 70-85% sand, 10-20% clay, 3-6% water, and 1-6% additives. This ratio may vary slightly depending on whether the casting is ferrous or non-ferrous.
Dry Sand Mould Casting
The dry sand mould casting uses expendable moulds, i.e., each mould is used only once. A dry sand mould is basically a green sand mould baked in an oven at 100-250°C for several hours. The sand-mix contains 1-2% of pitch. The oxidation and polymerization of pitch increases the hot strength of the mould. As the water is driven out from the sand-mix by heating, the defects caused by the generation of steam, e.g., blows and porosity, are less frequent in dry sand mould casting.
Shell mould casting
The shell mould casting is a semi precise method for producing small castings repetitively in large numbers. The mould material contains phenolic resin mixed with fine, dry silica. These are mixed either dry or in the presence of alcohol; no water is used. Normally, a machined pattern of gray iron, aluminium, or brass is used in this process. First, the pattern is heated to 230-260°C, and then the sand-resin mixture is either dumped or blown over its surface.
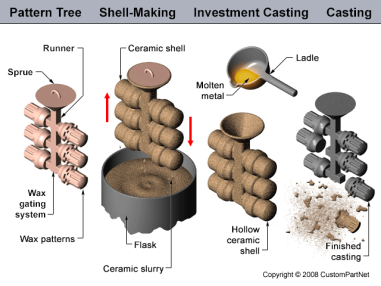
Investment casting
The process of investment casting is suitable for casting a wide range of shapes and contours in small-size parts, especially those that are made of hard-to- machine materials. The process produces excellent surface finish for the casting. Here, the mould is made in a single piece, and consequently there is no parting line to leave out fins. This also adds to the dimensional accuracy of the casting. As will be apparent from the description of the process, no complication arises when withdrawing a pattern from the mould.
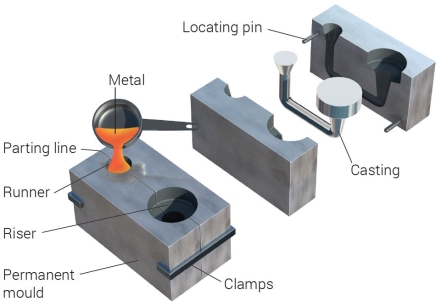
Gravity Die casting
In gravity die casting, a permanent mould is used. The liquid metal is poured into a non-expendable mould under the force of gravity. The process is normally used for cast iron and, occasionally, for a nonferrous casting. The mould is made of heat-resistant cast iron, and is provided with fins on its outer surface for efficient air-cooling. The inner surface of the mould cavity is sprayed with an oil-carbon-silica mixture before each pouring.
Die casting
In the die casting process, unlike in gravity casting, the liquid metal is forced into the mould cavity under high pressure. The process is used for casting a low melting temperature material, e.g., aluminium and zinc alloys. The mould, normally called a die, is made in two halves, of which one is fixed and the other moving. Medium carbon, low alloy tool steel is the most common die material. The die is cooled by water for an efficient cooling of the casting. This also increases the die life.
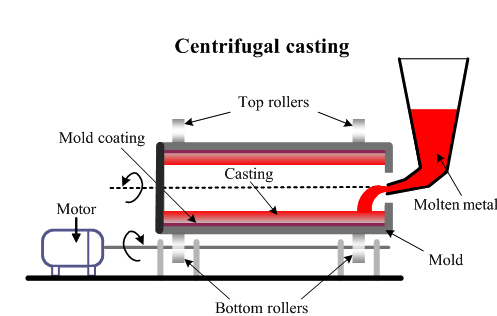
Centrifugal casting
The centrifugal casting process is normally carried out in a permanent mould which is rotated dining the solidification of a casting. For producing a hollow part, the axis of rotation is placed at the centre of the desired casting. The speed of rotation is maintained high so as to produce a centripetal acceleration of the order of 60g to 75g. The centrifuge action segregates the less dense nonmetallic inclusions near the centre of rotation. It should be noted that the casting of hollow parts needs no core in this process.
Q5) What do you mean by pattern. Write the objectives of pattern.
A5) PATTERN
A pattern is a model or the replica of the object (to be casted). It is embedded in molding sand and suitable ramming of molding sand around the pattern is made. The pattern is then withdrawn for generating cavity (known as mold) in molding sand.
Objectives of a Pattern
Types of Pattern
The types of the pattern and the description of each are given as under.
1. One piece or solid pattern
2. Two piece or split pattern
3. Cope and drag pattern
4. Three-piece or multi- piece pattern
5. Loose piece pattern
6. Match plate pattern
7. Follow board pattern
8. Gated pattern
9. Sweep pattern
10. Skeleton pattern
11. Segmental or part pattern
Q6) What do you mean by Fettling and Name the Fettling operations?
A6)
Fettling is the means by which a crude casting is turned into a cost-effective quality component that meets all the standards required by the customer.
In context with the casting process, fettling means the removal of unwanted metal, e.g., flashings, risers etc.
It can include processes like chipping, grinding, shot blasting etc.
It involves the removal of the cores, gates, sprues, runners, risers and chipping of any of unnecessary projections on the surface of the castings.
Fettling operations can be divided into different stages:
Q7) Explain the different types of pattern allowances?
A7) Allowance:
It is defined as the amount of something that is permitted, especially within a set of regulations or for a specified purpose. While designing pattern, the allowances commonly considered are discussed below.
Shrinkage Allowance:
Generally, metals shrink in size during solidification and cooling in the mould. So, casting becomes smaller than the pattern and the mould cavity.
Therefore, to compensate for this, mould and the pattern should be made larger than the casting by the amount of shrinkage. The amount of compensation for shrinkage is called the shrinkage allowance.
Machining Allowance
In case the casting designed to be machined, they are cast over-sized in those dimensions shown in the finished working drawings. Where machining is done, the machined part is made extra thick which is called machining allowance.
Draft Allowance or Taper Allowance
When a pattern is drawn from a mould, there is always a possibility of damaging the edges of the mould. Draft is taper made on the vertical faces of a pattern to make easier drawing of pattern out of the mould. The draft is expressed in millimeters per meter on a side or in degrees.
Rapping or Shaking Allowance
When the pattern is shaken for easy withdrawal, the mould cavity, hence the casting is slightly increased in size. In order to compensate for this increase, the pattern should be initially made slightly smaller. For small and medium sized castings, this allowance can be ignored. But for large sized and precision castings, however, shaking allowance is to be considered.
Distortion or Chamber Allowance
Sometimes castings, because of their size, shape and type of metal, tend to warp or distort during the cooling period depending on the cooling speed. This is due to the uneven shrinkage of different parts of the casting. Expecting the amount of warpage, a pattern may be made with allowance of warpage. It is called camber. For example, a U-shaped casting will be distorted during cooling with the legs diverging, instead of parallel. For compensating this warpage, the pattern is made with the legs converged but, as the casting cools, the legs straighten and remain parallel Warpage depends on the thickness and method of casting and it is actually determined by experience. Generally, 2 to 3 mm is considered appropriate for 1 meter length.
Q8) Explain the different types of patterns?
A8) The various kinds of patterns that we use in casting process are
1. Single piece pattern is the cheapest pattern among all other types of pattern. This pattern generally used in simple processes. It is applied in small scale production. It is often used for the generation of large castings such as stuffing box of steam engine and for creating simple shapes, flat surfaces like simple rectangular blocks. The important characteristic of this pattern is that there is no need of joint in the mold area. In this pattern one surface is considered as flat portion. This flat surface is used for parting plane. Sand tools are used to cut the sand which ultimately make gating system. The molding becomes a difficult task if there is absence of this flat surface. It is expected to lie in cope or drag.
2. Two- Piece Pattern

Two- piece pattern is also called as split piece pattern. It is the popularly used for intricate castings. The shape of casting decides the exact place of parting plane. This parting plane may be flat or irregular surface. In two- piece pattern half part is always molded in drag and other half part is molded in cope. The cope part of the pattern has dowel pins. These dowel pins are used to align the two halves of split piece pattern. Holes in the drag half of the two- piece pattern matches exactly with dowel pins. It is used in applications where it is very difficult to withdraw casting from the mold. Two- piece patterns are used where the depth of casting is very high.
Fig. Two-piece pattern
3. Multi Piece Pattern
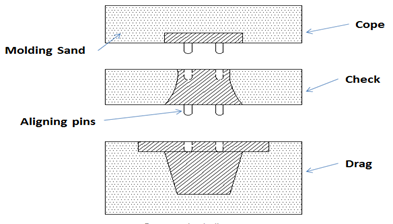
Sometimes castings have very difficult and complicated designs. In such difficult situations multi piece types of patterns are used. 3 or more patterns are included in multi piece pattern. For instance, if we consider three- piece pattern which comes under multi piece pattern. This three- piece pattern consists of top, bottom and middle parts. The bottom part is drag, top part is cope where the middle part is termed as check box.
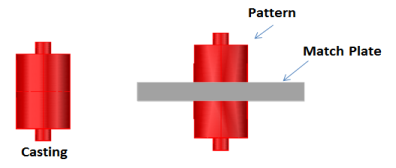
4. Match Plate Pattern
Basically, Match plate pattern is a split pattern. Cope and drag areas are on the opposite faces of metallic plate. This metallic plate is termed as Match Plate. This type of pattern requires very less hard work and gives very high output. Because the gates and runners are also on the match plate. This is used in various manufacturing industries. This is very expensive and gives accuracy as well as high yield. This pattern is widely used for casting metals like aluminium.
Q9) Write the Mechanical properties of materials.
A9) Mechanical properties of materials:
Q10) Explain the following:
A10) Mild steels:
Medium Carbon Steel
Medium carbon steels are also known as machinery steels.
Properties:
Applications: Bolts, axles, springs, wires, wheel spokes, rods, hammers, lock washers, crankpin, turbine rotors, railway rails, railway tyres, cylinder liners etc.
High Carbon steel
Properties:
Applications: Knives, Chisels, cutting tools, forging dies, punches, hammers, springs, clips, clutch discs, drills, leaf springs, razor blades, balls and races for ball bearings, mandrels, cutters, reamers etc




