Unit II
Metal Cutting
Question 1) Differences between single point and multi point cutting tool?
Answer 1)
Single Point Cutting Tool | Multi Point Cutting Tool |
Single point cutting tools contain only one main cutting edge in the cutter body. | Multi point cutting tools contain more than one (even up to hundreds) cutting edges in the cutter body. |
While machining with single point cutting tool, only one main cutting edge continuously remains in contact with workpiece. | While machining with multi point cutting tool, more than one cutting edges simultaneously engage in material removal action in a pass. |
Chip load per tooth is usually high. | Due to presence of multiple cutting edges, effective chip load per tooth reduces. |
Since one cutting edge continuously remains in contact with the workpiece, so rate of heat generation and subsequent rise in tool temperature is high. | Due to successive engagement and disengagement, heat dissipates from the cutter when it is not in contact with workpiece. Consequently rate of rise in tool temperature is low. |
In case of unplanned breakage of cutting edge, entire process is required to pause until the broken tool is replaced by a new one. | If one cutting edge breaks, cutting action can be continued using other cutting edges without much problem. |
Design and fabrication of single point cutting tools are easier. | Design and fabrication of multi point cutting tools are quite difficult. |
Usually low feed rate and depth of cut is employed when machining is carried out with single point cutting tools. Accordingly, material removal rate (MRR) and productivity are low. | Higher feed rate can be employed when machining is carried out with multi point cutting tool. This increases MRR and productivity. Accordingly, machining operation becomes economic. |
Examples of single point cutters: Turning tool Shaping tool Planing tool Slotting tool Boring tool Fly milling cutter, etc. | Examples of multi-point cutters: Milling cutters Hobs Broach Grinding wheels Reamer Knurling tool, etc. |
Question 2) How surface finish differs from surface integrity?
Answer 2) Surface finish is one parameter of surface topography that indicates smoothness of a solid surface. It is one qualitative approach of designating quality of a surface of manufactured product. On the other hand, surface integrity has a broad domain and consists of all surface topography parameters as well as surface and sub-surface metallurgical parameters. Integrity encompasses surface finish, micro-crack, plastic deformation, phase transformation, melted and re-deposited layers, micro hardness, residual stress, distortion, creep, etc. Therefore, surface finish is just one element of surface integrity set.
Question 3) What is surface integrity? Which parameters come under this?
Answer 3) surface integrity encompasses all of the elements that describe all conditions of existing solid surface. It takes care of not only surface topography but also metallurgical aspects of the surface and sub-surface. The concept of surface integrity was introduced by Field and Kahles in 1964 and they defined surface integrity as the inherent or enhanced condition of a surface produced in machining or other surface generation operation. Every surface generation or modification process is associated with the alteration of various properties including roughness, plastic deformation, micro-cracking, phase transformations, micro-hardness, residual stress, etc. Thus surface integrity takes care of such alteration.
There exist a standard dataset for surface integrity (SI) prepared by Field et al. (1972) as given below. Surface finish is one important factor that come under this data set. In fact, finish is first and foremost parameter in integrity data set.
Set-1: Minimum SI data set (MDS)
Surface finish
Macrostructure (10X or less)
Macro cracks
Macro etch indications
Microstructure
Micro cracks
Plastic deformation
Phase transformation
Intergranular attack
Pits, tears, laps, protrusions
Built-up edge
Melted and redeposited layers
Selective etching
Micro hardness
Set-2: Standard SI data set (SDS)
Minimum SI data set
Fatigue tests (screening)
Stress corrosion tests
Residual stress and distortion
Set-3: Extended SI data set (EDS)
Standard SI data set
Fatigue tests (extended to obtain design data)
Additional mechanical tests
Tensile
Stress rupture
Creep
Other specific tests (e.g., bearing performance, sliding friction evaluation, sealing properties of surfaces)
Question 4) which Flux Can be used for Soldering?
Answer 4) Occasionally at the site of the joint, there are impurities such as oil, dirt or oxidation, the flux helps prevent oxidation and can sometimes chemically clean the metal. The flux used is rosin flux which helps the mechanical strength and electrical contact of electrical joints. Sometimes it is also possible to apply a ‘wetting agent’ to reduce the surface tension.
Types of Soldering
There are three types of soldering which use increasingly higher temperatures, which in turn produce progressively stronger joints:
Soft soldering (90 °C - 450 °C) - This process has the lowest filler metal melting point of all the soldering types at less than around 400°C these filler metals are usually alloys, often containing lead with liquids temperatures under 350°C. Because of the low temperatures used in soft soldering it thermally stresses components the least but does not make strong joints and is then therefore unsuitable for mechanical load-bearing applications. It is also not suited for high temperature use as this type of solder loses strength and melts.
Hard (silver) soldering (>450 °C) – Brass or silver is the bonding metal used in this process, and requires a blowtorch to achieve the temperatures at which the solder metals.
Brazing (>450 °C) – This type of soldering uses a metal with a much higher melting point than those used in hard and soft soldering. However, similarly to hard soldering, the metal being bonded is heated as opposed to being melted. Once both the materials are heated sufficiently, you can then place the soldering metal between them which melts and acts as a bonding agent.
Question 5) Similarities between fusion welding and solid state welding?
Answer 5) Both fusion welding and solid state welding provide permanent joints. A permanent joint is one that does not allow dismantling of the assembled components without breaking them. All weld joints and rivet joints and most adhesive joints provide permanent joints.
Coalescence or weld bead is formed in both the cases.
Both can produce sound joint, if carried out properly.
Question 6) Differences between fusion welding and solid state welding?
Answer 6)
Fusion Welding | Solid State Welding |
Faying surfaces of the base metals are fused to form coalescence during welding. Filler metal, if used, is also fused. | No such melting takes place in solid state welding. However, the base metals may be heated to an elevated temperature without melting. |
Application of heat during welding is necessary. Heat can be applied by various means such as electric arc, fuel-gas flame, resistance heating, laser beam, etc. | No such heat source is usually required, but pressure may be applied externally for welding. |
Filler material can be applied easily. | Usually no filler is applied. |
Because of excessive heating, noticeable heat affected zone (HAZ) exists surrounding the weld bead. | HAZ is usually not noticeable. A narrow HAZ may exist in certain cases. |
Mechanical and metallurgical properties of the parent materials are severely affected during fusion welding because of intense heating. | Mechanical properties usually remain unaltered in solid state welding. Sometimes minor changes may occur. |
Dissimilar metal joining by fusion welding is a challenging task, especially if the duo have substantially different melting points and coefficients of thermal expansion. | Joining of dissimilar metal is comparatively easier by solid state welding processes as melting and solidification are not involved here. |
Level of distortion is very high in fusion welding owing to excessive heat input per unit area. | Solid state welding produces minimal distortion. |
Joint design and edge preparation are not crucial. These parameters mainly influence achievable penetration. | Joint design, edge preparation and surface preparation are crucial here as the processes require specific mating surfaces. |
Examples of fusion welding processes: Arc welding (SMAW, GMAW, TIG, SAW, FCAW, ESW, etc.) Gas welding (AAW, OAW, OHW, PGW) Resistance welding (RSW, RSEW, PW, PEW, FW, etc.) Intense energy beam welding (PAW, EBW, LBW) | Examples of solid state welding processes: Cold Welding (CW) Roll Welding (ROW) Pressure Welding (PW) Diffusion Welding (DFW) Friction Welding (FRW) Friction Stir Welding (FSW) Forge Welding (FOW), etc. |
Question 7) Explain Shear Plane?
Answer 7) The workpiece material deforms plastically ahead of the cutting tool edge. It slides on the rake face of tool and forms a chip. The region between the start of the chip formation and undeformed (elastically deformed) workpiece is called the zone of plastic deformation.
The size of zone of plastic deformation depends on cutting parameters. The size of this plastic deformation zone decreases with the increase of cutting speed. In the analysis of thin zones, it is always assumed that the work material shears across a plane and forms the chip. This plane is called shear plane.
Question 8) Explain Shear Plane Angle?
Answer 8) Shear plane angle is the angle between the cutting velocity vector and shear plane. The chip is formed by plastic deformation of work material and the material flow is continuous.
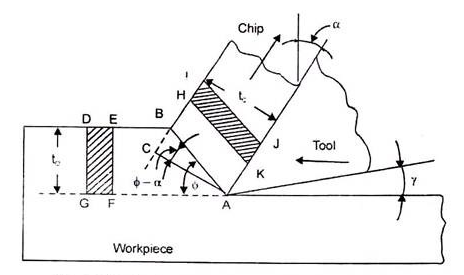
Figure: Mechanism of chip formation in orthogonal cutting
Question 9) Explain Derivation to Calculate Shear Angles?
Answer 9) Considering orthogonal cutting process to derive the expression for calculating shear angle, as show in Fig. 1.7. The cutting tool is defined by rake angle (α) and clearance or relief angle (γ). The chip is formed perpendicular to the cutting edge of the tool.
Following are some assumptions made:
(i) Tool should contact the chip on its rake face.
(ii) Plain strain conditions considered. It means there is no side flow of the chip during cutting.
(iii) The deformation zone is very thin (in the order of 10-2 to 10-3 mm) adjacent to the shear plane AB.
In the figure 1.7 following symbols was used:
α – Rake angle
γ – Clearance (relief) angle
φ – Shear angle
AB – Shear plane
t0 – Uncut chip thickness
tc – Chip thickness (deformed)
Area DEFG – Area of uncut chip
Area HIJK – Chip area after cutting.
From the above figure,


The chip thickness ratio can be expressed as

The chip reduction ratio becomes

This is the required relation to calculate the shear angle (φ). This relation shows that φ depends upon the t0, tc, and α (rake angle). It means by measuring t0, tc and α of the tool, shear angle (φ) can be determined using above expression.
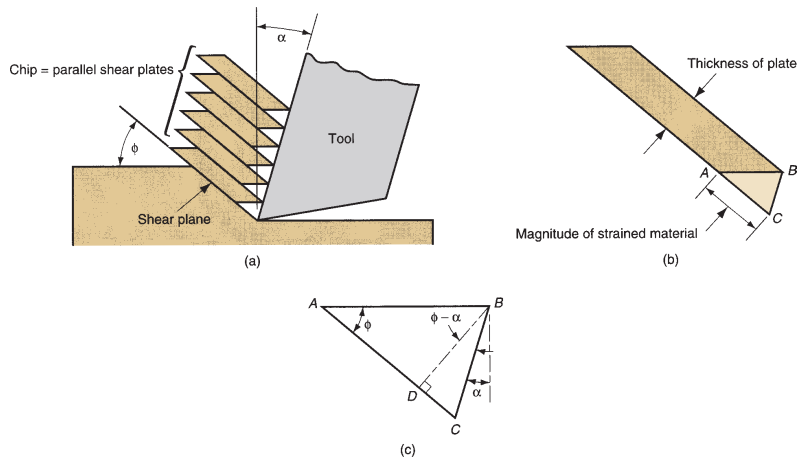
Figure: Shear strain during chip formation: (a) chip formation depicted as a series of parallel plates sliding relative to each other; (b) one of the plates isolated to illustrate the definition of shear strain based on this parallel plate model; and (c) shear strain triangle
Consistent with the definition of shear strain, each plate experiences the shear strain as shown in Figure 1.8. Referring to part (c), this can be expressed as
It can be reduced to the following definition of shear strain in metal cutting process

Question 10) Explain tool wear?
Answer 10) Cutting tools are subjected to an extremely severe rubbing process. They are in metal-to-metal contact between the chip and work piece, under high stress and temperature. The situation becomes severe due to the existence of extreme stress and temperature gradients near the surface of the tool.
Tool wear is generally a gradual process due to regular operation. Tool wear can be compare with the wear of the tip of an ordinary pencil. According to Australian standard, the tool wear can be defined as “The change of shape of the tool from its original shape, during cutting, resulting from the gradual loss of tool material”.
Tool wear depends upon following parameters:
i. Tool and work piece material.
ii. Tool shape.
iii. Cutting Speed.
iv. Feed.
v. Depth of cut.
vi. Cutting fluid used.
vii. Machine Tool characteristics etc.
Tool wear affects following items:
i. Increased cutting forces.
ii. Increased cutting temperature.
iii. Decreased accuracy of produced parts.
iv. Decreased tool life.
v. Poor surface finish.
vi. Economics of cutting operations.




