Unit V
Unconventional Machining Processes
Question 1) what is transferred arc type plasma?
Answer 1) In the transferred arc type process, the electrode is connected to the negative terminal of the D.C power supply, and the workpiece is connected to the positive terminal of a D.C power supply. So, more electrical energy is transferred to the work, thus giving more heat to the work.
Question 2) what is non-transferred arc type plasma?
Answer 2) In non-transferred arc type, the electrode is connected to the negative terminal of a D.C power supply and the nozzle is connected to the positive terminal of a D.C power supply. When the working gas passing through the nozzle, a part of the working gas becomes heated, ionized, and emerges from the torch as the plasma jet. This plasma feeds the heat to the workpiece. This type of torches are used for non- conducting materials.
Question 3) Advantages disadvantage of abrasive jet machining?
Answer 3) Suitable for removal of deposits on surface
Wide range of surface finish are often obtained
Process is independent of electrical or thermal properties
No thermal damage of workpiece
Suitable for nonconductive brittle materials
Low capital investment
Disadvantages of abrasive jet machining
Not suitable for soft and ductile materials
Abrasives are not reusable
Abrasive collection and disposal are problematic
Inaccurate cutting and drilling (stray cutting)
Limited nozzle life
Question 4) Applications of AJM?
Answer 4) Abrasive jet machining is often advantageously utilized for multifarious purposes including surface cleaning, deburring, abrading and even making holes. Common applications of abrasive jet machining process are provided below. It is to be noted that, irrespective of the purpose, abrasive jet machining (AJM) is beneficial only for hard and brittle materials. AJM should be avoided if work material is soft and ductile; otherwise quality of machined surface will be poor.
Work surface cleaning—AJM are often advantageously used for cleaning metallic or ceramic surfaces (substrate must be hard). Such cleaning processes include removal of oxide, paint, coating, stain, glue, loose sand particles, etc.
Deflashing and trimming—Controlled abrasive jet machining are often utilized for removing flash to get desired clean product with higher dimensional accuracy and tolerance as well as sumptuous appearance.
Engraving—As an alternative to laser beam machining, abrasive jet machining can also be applied for incising purposes irrespective of chemical and electrical properties of work material.
Ceramic abrading and glass frosting—Very hard materials including glass, refractory, stone, etc. are often easily abraded by AJM in order to get finished surface having tight tolerance.
Deburring—Abrasive jet machining is one of the efficient methods for deburring (process for removal of burr) of milled features and drilled holes, especially when work material is hard.
Cutting and drilling hole—AJM can also be utilized for cutting various shapes as well as for drilling holes. However, holes, slots or pockets may lack accuracy as sharp corners cannot be obtained by this process.
Question 5) Explain Advantages and Disadvantages of Ultrasonic Machining?
Answer 5) Advantages
Extremely hard and brittle materials are often easily machined.
Highly accurate profiles and good surface finish are often easily obtained.
The machined workpiece is free of stresses.
The metal removal rate is low.
Because of practically no heat generation in the process, the physical properties of the work material remain unchanged.
The operation is noiseless.
Operation of the equipment is quite safe.
Disadvantages
The metal removal rate is low.
The initial equipment cost is higher than the conventional machine tools.
This process does not suit heavy metal removal
The cost of tooling is also high.
Difficulties are encountered in machining softer materials
Power consumption is quite high.
The size of the cavity that are often machined is limited.
Question 6) Explain Types of Electrical Discharge Machine?
Answer 6) There are two basic types of EDM machine
(i) Ram/Sinker EDM: This type of EDM machine consists of tool and workpiece that are immersed in a dielectric medium. It consists of ram type tool that may be created according to the shape or form required to be produce on the workpiece. It is also known as cavity type or volume EDM.
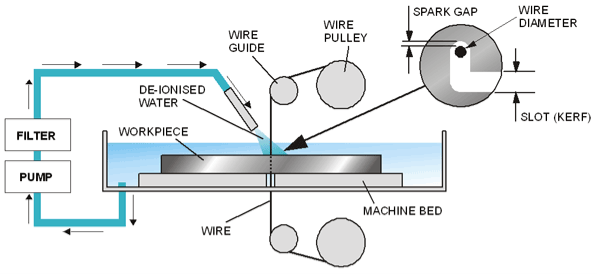
(ii) Wire EDM: In wire EDM, a thin single-strand wire is generally used to cut the material from the workpiece. The wire is usually made-up of brass. A constant gap is always maintained between the wire and workpiece. The wire is continuously fed through the workpiece that is submerged in a tank with dielectric medium. The spark is generated in the gap between the wire and workpiece which is used to cut metal as thick as 300 mm and to make punches, dies, and tools from hard metals that are very difficult to cut from other methods.
Equipment
Various equipment that are used in Electrical Discharge Machining are
1. Dielectric Reservoir, Pump and Circulating system
Pump is generally used to circulate the dielectric medium between the two electrodes (tool and workpiece) and Kerosene or deionized water is used as dielectric medium.
2. Power Generator and Control Unit
Generator is typically used to apply the potential difference and the voltage used in this machining process is not constant but it is applied in pulse form. A control unit is also used to control the different operation during a machining process.
3. Working Tank with Work Holding Devices
The setup has working tank with a work holding device that holds the workpiece. The tank contains dielectric medium.
4. Tool Holder
It is basically used to hold the tool.
5. Servo System to Move the Tool
A servo system is used to control the tool that helps to maintains the necessary gap between the electrodes (tool and workpiece).
Question 7) Characteristics of EDM?
Answer 7)
This process can be used to machine any workpiece material if it is electrically conductive.
Material removal depends on mainly the thermal properties of the workpiece material rather than its strength, hardness etc.
In EDM, there is a physical tool and geometry of the tool is the +ve impression of the hole or geometric feature machined.
The tool must be electrically conductive as well. The tool wear depends on the thermal properties of the tool material.
Though the local temperature rise is high, still because of very small pulse on time, there is not enough time for the heat to diffuse that is why almost no increase in bulk temperature takes place. Thus, the heat affected zone is limited near the spark crater
Question 8) Explain Working of Electrical Discharge Machining (EDM)?
Answer 8) In an EDM, first the tool and workpiece are clamped to the machine. After that with the assistance of a servo mechanism a little gap (of human hair) is maintain in between the tool and workpiece.
The tool and workpiece are immersed in a dielectric medium (kerosene or deionised water).
An electric potential is applied across the Electrode and an electric spark is generated in between the tool and workpiece. This spark generates a heat of about 10000 deg Celsius. And because of this heat the material from the workpiece starts to vaporize and melts.
The spark generation in discharge machining isn't continuous because the voltage breaks, the dielectric fluid flushes away the molten materials leaving a crater.
This process keeps continue and machined the workpiece.
Question 9) Explain the characteristic of crater wear?
Answer 9) The characteristics of crater wear are following:
i. In crater wear chips erodes the rake face of tool.
ii. The chips flows across the rake face develop severe friction between the chip and rake face. This produces a scar on the rake face which is usually parallel to the major cutting edge.
iii. It is somewhat normal for tool wear and does not seriously degrade the use of a tool until it becomes serious enough to cause a cutting edge failure.
iv. The crater wear can increase the working rake angle and reduce the cutting force, but it will also weaken the strength of the cutting edge.
v. It is more common in ductile materials like steel which produce long continuous chips. It is also more common in H.S.S. (High Speed Steel) tools than the ceramic or carbide tools which have much higher hot hardness.
vi. The parameters used to measure the crater wear can be seen in the Fig. 9.18. The crater depth KT is the most commonly used parameter in evaluating the rake face wear.
vii. It occurs approximately at a height equal to the cutting depth of the material, i.e., Crater wear depth ⋍ cutting depth.
viii. At high temperature zones (nearly 700°C) create wear occurs.
Question 10) Explain the Reasons of Crater Wear?
Answer 10)
i. Severe abrasion between the chip-tool interfaces, especially on rake face.
ii. High temperature in the tool-chip interface.
iii. Increase in feed results in increased force acting on tool interface, this leads to rise in temperature of tool-chip interface.
iv. Increase in cutting speed results in increased chip velocity at rake face, this leads to rise in temperature at chip-tool interface and so increase in crater wear.




