Unit - 1
Conventional Manufacturing Processes
Q1) Identify some of the important advantages of shape-casting processes.
A1) Advantages include:
(1) Complex part geometries are possible;
(2) Some casting operations are net shape processes, meaning that no further manufacturing operations are needed to accomplish the final part shape;
(3) Very large parts are possible;
(4) They are applicable to any metal that can be melted; and
(5) Some casting processes are suited to mass production.
Q2) What are some of the limitations and disadvantages of casting?
A2) Disadvantages include:
(1) Limitations on mechanical strength properties;
(2) Porosity;
(3) Poor dimensional accuracy;
(4) Safety hazards due to handling of hot metals; and
(5) Environmental problems.
Q3) What is the difference between an open mold and a closed mold?
A3) An open mold is open to the atmosphere at the top; it is an open container in the desired shape which must be flat at the top. A closed mold has a cavity that is entirely closed by the mold, with a passageway (called the gating system) leading from the outside to the cavity. Molten metal is poured into this gating system to fill the mold.
Q4) Name the two basic mold types that distinguish casting processes.
A4) The two mold types are:
(1) Expendable molds and
(2) Permanent molds
Q5) What is the difference between a pattern and a core in sand molding?
A5) The pattern determines the external shape of the cast part, while a core determines its internal geometry if the casting includes a cavity.
Q6) Why should turbulent flow of molten metal into the mold be avoided?
A6) Turbulence causes the following problems:
(1) It accelerates formation of oxides in the solidified metal, and
(2) It causes mold erosion or gradual wearing away of the mold due to impact of molten metal.
Q7) What is the continuity law as it applies to the flow of molten metal in casting?
A7) The continuity law, or continuity equation, indicates that the volumetric flow rate is constant throughout the liquid flow.
Q8) What are some of the factors that affect the fluidity of a molten metal during pouring into a mold cavity?
A8) The factors include:
(1) Pouring temperature above the melting point,
(2) Metal alloy composition,
(3) Viscosity of the liquid metal, and
(4) Heat transfer to the surroundings
Q9) How does solidification of alloys differ from solidification of pure metals?
A9) Pure metals solidify at a single temperature equal to the melting point. Most alloys (exceptions are eutectic alloys) start to solidify at the liquidus and complete solidification occurs at the solidus, where the liquidus is a higher temperature than the solidus.
Q10) What is a eutectic alloy?
A10) A eutectic alloy is a particular composition in an alloy system for which the solidus and liquidus temperatures are equal. The temperature is called the eutectic temperature. Hence, solidification occurs at a single temperature, rather than over a temperature range
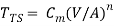
Q11) What is the relationship known as Chvorinov’s rule in casting?
A11) Chvorinov’s rule, states:

Where TTS total solidification time, min;
V = volume of the casting, cm3 (in3);
A = surface area of the casting, cm2 (in2);
n is an exponent usually taken to have a value = 2;
And Cm is the mold constant. Given that n = 2, the units of Cm are min/cm2 (min/in2), and its value depends on the particular conditions of the casting operation, including mold material.
Q12) Identify the three sources of contraction in a metal casting after pouring.
A12) The three contractions occur due to:
(1) Contraction of molten metal after pouring;
(2) Solidification shrinkage during transformation of state from liquid to solid, and
(3) Thermal contraction in the solid state
Q13) A cylindrical riser must be designed for a sand-casting mold. The casting is a steel rectangular plate with dimensions 7:5 cm×12:5 cm×2:0 cm. Previous observations have indicated that the total solidification time (TTS) for this casting = 1.6 min. The cylinder for the riser will have a diameter-to-height ratio=1.0. Determine the dimensions of the riser so that it’s TTS = 2.0 min.
A13)
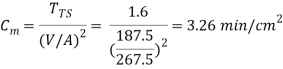
First determine the V/A ratio for the plate. Its volume V = 7:5 × 12:5 × 2:0 = 187:5 cm3, and its surface area A = 2(7.5×12.5+7.5×2+12.5×2) =267.5 cm2. Given that TTS = 1.6 min, we can determine the mold constant Cm from Eq, using a value of n = 2 in the equation.

Next we must design the riser so that its total solidification time is 2.0 min, using the same value of mold constant. The volume of the riser is given by

And the surface area is given by
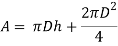
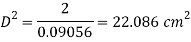
Since we are using a D/H ratio = 1.0, then D = H. Substituting D for H in the volume and area formulas, we get

And

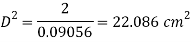
Thus the V/A ratio = D/6. Using this ratio in Chvorinov’s equation, we have
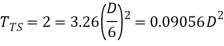


Since, H = D, then H = 4.7 cm also.
Q14) A mold sprue is 20 cm long, and the cross-sectional area at its base is 2.5 cm2. The sprue feeds a horizontal runner leading into a mold cavity whose volume is 1560 cm3. Determine: (a) velocity of the molten metal at the base of the sprue, (b) volume rate of flow, and (c) time to fill the mold.
A14)
a) The velocity of the flowing metal at the base of the sprue is given by Eq.

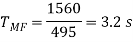
(b) The volumetric flow rate is

(c) Time required to fill a mold cavity of 100 in3 at this flow rate is

Q15) One cubic meter of a certain eutectic alloy is heated in a crucible from room temperature to 1000C above its melting point for casting. The alloy’s density = 7.5 g/cm3, melting point = 8000C, specific heat = 0.33 J/g0C in the solid state and 0.29 J/g0C in the liquid state; and heat of fusion = 160 J/g. How much heat energy must be added to accomplish the heating, assuming no losses?
A15)
We assume ambient temperature in the foundry = 250C and that the density of the liquid and solid states of the metal are the same. Noting that one m3 = 106 cm3, and substituting the property values into Eq. We have



Unit - 1
Conventional Manufacturing Processes
Q1) Identify some of the important advantages of shape-casting processes.
A1) Advantages include:
(1) Complex part geometries are possible;
(2) Some casting operations are net shape processes, meaning that no further manufacturing operations are needed to accomplish the final part shape;
(3) Very large parts are possible;
(4) They are applicable to any metal that can be melted; and
(5) Some casting processes are suited to mass production.
Q2) What are some of the limitations and disadvantages of casting?
A2) Disadvantages include:
(1) Limitations on mechanical strength properties;
(2) Porosity;
(3) Poor dimensional accuracy;
(4) Safety hazards due to handling of hot metals; and
(5) Environmental problems.
Q3) What is the difference between an open mold and a closed mold?
A3) An open mold is open to the atmosphere at the top; it is an open container in the desired shape which must be flat at the top. A closed mold has a cavity that is entirely closed by the mold, with a passageway (called the gating system) leading from the outside to the cavity. Molten metal is poured into this gating system to fill the mold.
Q4) Name the two basic mold types that distinguish casting processes.
A4) The two mold types are:
(1) Expendable molds and
(2) Permanent molds
Q5) What is the difference between a pattern and a core in sand molding?
A5) The pattern determines the external shape of the cast part, while a core determines its internal geometry if the casting includes a cavity.
Q6) Why should turbulent flow of molten metal into the mold be avoided?
A6) Turbulence causes the following problems:
(1) It accelerates formation of oxides in the solidified metal, and
(2) It causes mold erosion or gradual wearing away of the mold due to impact of molten metal.
Q7) What is the continuity law as it applies to the flow of molten metal in casting?
A7) The continuity law, or continuity equation, indicates that the volumetric flow rate is constant throughout the liquid flow.
Q8) What are some of the factors that affect the fluidity of a molten metal during pouring into a mold cavity?
A8) The factors include:
(1) Pouring temperature above the melting point,
(2) Metal alloy composition,
(3) Viscosity of the liquid metal, and
(4) Heat transfer to the surroundings
Q9) How does solidification of alloys differ from solidification of pure metals?
A9) Pure metals solidify at a single temperature equal to the melting point. Most alloys (exceptions are eutectic alloys) start to solidify at the liquidus and complete solidification occurs at the solidus, where the liquidus is a higher temperature than the solidus.
Q10) What is a eutectic alloy?
A10) A eutectic alloy is a particular composition in an alloy system for which the solidus and liquidus temperatures are equal. The temperature is called the eutectic temperature. Hence, solidification occurs at a single temperature, rather than over a temperature range
Q11) What is the relationship known as Chvorinov’s rule in casting?
A11) Chvorinov’s rule, states:

Where TTS total solidification time, min;
V = volume of the casting, cm3 (in3);
A = surface area of the casting, cm2 (in2);
n is an exponent usually taken to have a value = 2;
And Cm is the mold constant. Given that n = 2, the units of Cm are min/cm2 (min/in2), and its value depends on the particular conditions of the casting operation, including mold material.
Q12) Identify the three sources of contraction in a metal casting after pouring.
A12) The three contractions occur due to:
(1) Contraction of molten metal after pouring;
(2) Solidification shrinkage during transformation of state from liquid to solid, and
(3) Thermal contraction in the solid state
Q13) A cylindrical riser must be designed for a sand-casting mold. The casting is a steel rectangular plate with dimensions 7:5 cm×12:5 cm×2:0 cm. Previous observations have indicated that the total solidification time (TTS) for this casting = 1.6 min. The cylinder for the riser will have a diameter-to-height ratio=1.0. Determine the dimensions of the riser so that it’s TTS = 2.0 min.
A13)
First determine the V/A ratio for the plate. Its volume V = 7:5 × 12:5 × 2:0 = 187:5 cm3, and its surface area A = 2(7.5×12.5+7.5×2+12.5×2) =267.5 cm2. Given that TTS = 1.6 min, we can determine the mold constant Cm from Eq, using a value of n = 2 in the equation.

Next we must design the riser so that its total solidification time is 2.0 min, using the same value of mold constant. The volume of the riser is given by

And the surface area is given by

Since we are using a D/H ratio = 1.0, then D = H. Substituting D for H in the volume and area formulas, we get

And

Thus the V/A ratio = D/6. Using this ratio in Chvorinov’s equation, we have


Since, H = D, then H = 4.7 cm also.
Q14) A mold sprue is 20 cm long, and the cross-sectional area at its base is 2.5 cm2. The sprue feeds a horizontal runner leading into a mold cavity whose volume is 1560 cm3. Determine: (a) velocity of the molten metal at the base of the sprue, (b) volume rate of flow, and (c) time to fill the mold.
A14)
a) The velocity of the flowing metal at the base of the sprue is given by Eq.

(b) The volumetric flow rate is

(c) Time required to fill a mold cavity of 100 in3 at this flow rate is

Q15) One cubic meter of a certain eutectic alloy is heated in a crucible from room temperature to 1000C above its melting point for casting. The alloy’s density = 7.5 g/cm3, melting point = 8000C, specific heat = 0.33 J/g0C in the solid state and 0.29 J/g0C in the liquid state; and heat of fusion = 160 J/g. How much heat energy must be added to accomplish the heating, assuming no losses?
A15)
We assume ambient temperature in the foundry = 250C and that the density of the liquid and solid states of the metal are the same. Noting that one m3 = 106 cm3, and substituting the property values into Eq. We have



Unit - 1
Conventional Manufacturing Processes
Q1) Identify some of the important advantages of shape-casting processes.
A1) Advantages include:
(1) Complex part geometries are possible;
(2) Some casting operations are net shape processes, meaning that no further manufacturing operations are needed to accomplish the final part shape;
(3) Very large parts are possible;
(4) They are applicable to any metal that can be melted; and
(5) Some casting processes are suited to mass production.
Q2) What are some of the limitations and disadvantages of casting?
A2) Disadvantages include:
(1) Limitations on mechanical strength properties;
(2) Porosity;
(3) Poor dimensional accuracy;
(4) Safety hazards due to handling of hot metals; and
(5) Environmental problems.
Q3) What is the difference between an open mold and a closed mold?
A3) An open mold is open to the atmosphere at the top; it is an open container in the desired shape which must be flat at the top. A closed mold has a cavity that is entirely closed by the mold, with a passageway (called the gating system) leading from the outside to the cavity. Molten metal is poured into this gating system to fill the mold.
Q4) Name the two basic mold types that distinguish casting processes.
A4) The two mold types are:
(1) Expendable molds and
(2) Permanent molds
Q5) What is the difference between a pattern and a core in sand molding?
A5) The pattern determines the external shape of the cast part, while a core determines its internal geometry if the casting includes a cavity.
Q6) Why should turbulent flow of molten metal into the mold be avoided?
A6) Turbulence causes the following problems:
(1) It accelerates formation of oxides in the solidified metal, and
(2) It causes mold erosion or gradual wearing away of the mold due to impact of molten metal.
Q7) What is the continuity law as it applies to the flow of molten metal in casting?
A7) The continuity law, or continuity equation, indicates that the volumetric flow rate is constant throughout the liquid flow.
Q8) What are some of the factors that affect the fluidity of a molten metal during pouring into a mold cavity?
A8) The factors include:
(1) Pouring temperature above the melting point,
(2) Metal alloy composition,
(3) Viscosity of the liquid metal, and
(4) Heat transfer to the surroundings
Q9) How does solidification of alloys differ from solidification of pure metals?
A9) Pure metals solidify at a single temperature equal to the melting point. Most alloys (exceptions are eutectic alloys) start to solidify at the liquidus and complete solidification occurs at the solidus, where the liquidus is a higher temperature than the solidus.
Q10) What is a eutectic alloy?
A10) A eutectic alloy is a particular composition in an alloy system for which the solidus and liquidus temperatures are equal. The temperature is called the eutectic temperature. Hence, solidification occurs at a single temperature, rather than over a temperature range
Q11) What is the relationship known as Chvorinov’s rule in casting?
A11) Chvorinov’s rule, states:
Where TTS total solidification time, min;
V = volume of the casting, cm3 (in3);
A = surface area of the casting, cm2 (in2);
n is an exponent usually taken to have a value = 2;
And Cm is the mold constant. Given that n = 2, the units of Cm are min/cm2 (min/in2), and its value depends on the particular conditions of the casting operation, including mold material.
Q12) Identify the three sources of contraction in a metal casting after pouring.
A12) The three contractions occur due to:
(1) Contraction of molten metal after pouring;
(2) Solidification shrinkage during transformation of state from liquid to solid, and
(3) Thermal contraction in the solid state
Q13) A cylindrical riser must be designed for a sand-casting mold. The casting is a steel rectangular plate with dimensions 7:5 cm×12:5 cm×2:0 cm. Previous observations have indicated that the total solidification time (TTS) for this casting = 1.6 min. The cylinder for the riser will have a diameter-to-height ratio=1.0. Determine the dimensions of the riser so that it’s TTS = 2.0 min.
A13)
First determine the V/A ratio for the plate. Its volume V = 7:5 × 12:5 × 2:0 = 187:5 cm3, and its surface area A = 2(7.5×12.5+7.5×2+12.5×2) =267.5 cm2. Given that TTS = 1.6 min, we can determine the mold constant Cm from Eq, using a value of n = 2 in the equation.
Next we must design the riser so that its total solidification time is 2.0 min, using the same value of mold constant. The volume of the riser is given by

And the surface area is given by

Since we are using a D/H ratio = 1.0, then D = H. Substituting D for H in the volume and area formulas, we get

And

Thus the V/A ratio = D/6. Using this ratio in Chvorinov’s equation, we have


Since, H = D, then H = 4.7 cm also.
Q14) A mold sprue is 20 cm long, and the cross-sectional area at its base is 2.5 cm2. The sprue feeds a horizontal runner leading into a mold cavity whose volume is 1560 cm3. Determine: (a) velocity of the molten metal at the base of the sprue, (b) volume rate of flow, and (c) time to fill the mold.
A14)
a) The velocity of the flowing metal at the base of the sprue is given by Eq.

(b) The volumetric flow rate is

(c) Time required to fill a mold cavity of 100 in3 at this flow rate is

Q15) One cubic meter of a certain eutectic alloy is heated in a crucible from room temperature to 1000C above its melting point for casting. The alloy’s density = 7.5 g/cm3, melting point = 8000C, specific heat = 0.33 J/g0C in the solid state and 0.29 J/g0C in the liquid state; and heat of fusion = 160 J/g. How much heat energy must be added to accomplish the heating, assuming no losses?
A15)
We assume ambient temperature in the foundry = 250C and that the density of the liquid and solid states of the metal are the same. Noting that one m3 = 106 cm3, and substituting the property values into Eq. We have



Unit - 1
Unit - 1
Conventional Manufacturing Processes
Q1) Identify some of the important advantages of shape-casting processes.
A1) Advantages include:
(1) Complex part geometries are possible;
(2) Some casting operations are net shape processes, meaning that no further manufacturing operations are needed to accomplish the final part shape;
(3) Very large parts are possible;
(4) They are applicable to any metal that can be melted; and
(5) Some casting processes are suited to mass production.
Q2) What are some of the limitations and disadvantages of casting?
A2) Disadvantages include:
(1) Limitations on mechanical strength properties;
(2) Porosity;
(3) Poor dimensional accuracy;
(4) Safety hazards due to handling of hot metals; and
(5) Environmental problems.
Q3) What is the difference between an open mold and a closed mold?
A3) An open mold is open to the atmosphere at the top; it is an open container in the desired shape which must be flat at the top. A closed mold has a cavity that is entirely closed by the mold, with a passageway (called the gating system) leading from the outside to the cavity. Molten metal is poured into this gating system to fill the mold.
Q4) Name the two basic mold types that distinguish casting processes.
A4) The two mold types are:
(1) Expendable molds and
(2) Permanent molds
Q5) What is the difference between a pattern and a core in sand molding?
A5) The pattern determines the external shape of the cast part, while a core determines its internal geometry if the casting includes a cavity.
Q6) Why should turbulent flow of molten metal into the mold be avoided?
A6) Turbulence causes the following problems:
(1) It accelerates formation of oxides in the solidified metal, and
(2) It causes mold erosion or gradual wearing away of the mold due to impact of molten metal.
Q7) What is the continuity law as it applies to the flow of molten metal in casting?
A7) The continuity law, or continuity equation, indicates that the volumetric flow rate is constant throughout the liquid flow.
Q8) What are some of the factors that affect the fluidity of a molten metal during pouring into a mold cavity?
A8) The factors include:
(1) Pouring temperature above the melting point,
(2) Metal alloy composition,
(3) Viscosity of the liquid metal, and
(4) Heat transfer to the surroundings
Q9) How does solidification of alloys differ from solidification of pure metals?
A9) Pure metals solidify at a single temperature equal to the melting point. Most alloys (exceptions are eutectic alloys) start to solidify at the liquidus and complete solidification occurs at the solidus, where the liquidus is a higher temperature than the solidus.
Q10) What is a eutectic alloy?
A10) A eutectic alloy is a particular composition in an alloy system for which the solidus and liquidus temperatures are equal. The temperature is called the eutectic temperature. Hence, solidification occurs at a single temperature, rather than over a temperature range
Q11) What is the relationship known as Chvorinov’s rule in casting?
A11) Chvorinov’s rule, states:

Where TTS total solidification time, min;
V = volume of the casting, cm3 (in3);
A = surface area of the casting, cm2 (in2);
n is an exponent usually taken to have a value = 2;
And Cm is the mold constant. Given that n = 2, the units of Cm are min/cm2 (min/in2), and its value depends on the particular conditions of the casting operation, including mold material.
Q12) Identify the three sources of contraction in a metal casting after pouring.
A12) The three contractions occur due to:
(1) Contraction of molten metal after pouring;
(2) Solidification shrinkage during transformation of state from liquid to solid, and
(3) Thermal contraction in the solid state
Q13) A cylindrical riser must be designed for a sand-casting mold. The casting is a steel rectangular plate with dimensions 7:5 cm×12:5 cm×2:0 cm. Previous observations have indicated that the total solidification time (TTS) for this casting = 1.6 min. The cylinder for the riser will have a diameter-to-height ratio=1.0. Determine the dimensions of the riser so that it’s TTS = 2.0 min.
A13)
First determine the V/A ratio for the plate. Its volume V = 7:5 × 12:5 × 2:0 = 187:5 cm3, and its surface area A = 2(7.5×12.5+7.5×2+12.5×2) =267.5 cm2. Given that TTS = 1.6 min, we can determine the mold constant Cm from Eq, using a value of n = 2 in the equation.

Next we must design the riser so that its total solidification time is 2.0 min, using the same value of mold constant. The volume of the riser is given by

And the surface area is given by

Since we are using a D/H ratio = 1.0, then D = H. Substituting D for H in the volume and area formulas, we get

And

Thus the V/A ratio = D/6. Using this ratio in Chvorinov’s equation, we have



Since, H = D, then H = 4.7 cm also.
Q14) A mold sprue is 20 cm long, and the cross-sectional area at its base is 2.5 cm2. The sprue feeds a horizontal runner leading into a mold cavity whose volume is 1560 cm3. Determine: (a) velocity of the molten metal at the base of the sprue, (b) volume rate of flow, and (c) time to fill the mold.
A14)
a) The velocity of the flowing metal at the base of the sprue is given by Eq.

(b) The volumetric flow rate is

(c) Time required to fill a mold cavity of 100 in3 at this flow rate is
Q15) One cubic meter of a certain eutectic alloy is heated in a crucible from room temperature to 1000C above its melting point for casting. The alloy’s density = 7.5 g/cm3, melting point = 8000C, specific heat = 0.33 J/g0C in the solid state and 0.29 J/g0C in the liquid state; and heat of fusion = 160 J/g. How much heat energy must be added to accomplish the heating, assuming no losses?
A15)
We assume ambient temperature in the foundry = 250C and that the density of the liquid and solid states of the metal are the same. Noting that one m3 = 106 cm3, and substituting the property values into Eq. We have







