UNIT 4
Heat Treatments
Q1) Explain TTT diagram?
A1) Temperature Transformation diagram (TTT) of Steel:-
When Austenite is brought to temperature  , from
, from  (in essentially zero time) and thereafter held at
(in essentially zero time) and thereafter held at  , transformation 2 pearlite begins after time t, and completed at time
, transformation 2 pearlite begins after time t, and completed at time  .such a transformation taking place at constant temperature is known as isothermal transformation.
.such a transformation taking place at constant temperature is known as isothermal transformation.
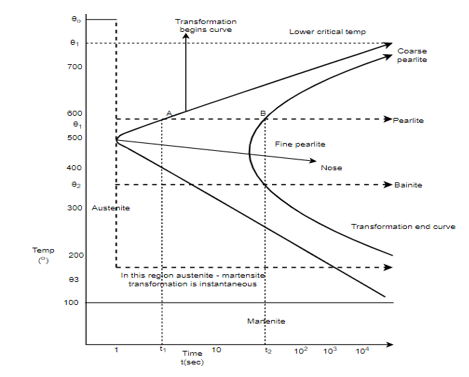
Two distinct microstructure obtained in this transformation are:
Bainite:- Mixture of ferrite and cementite
Martensite:- Cooling to temperature below 220°C, austenite transforms instantly into martensite.
Q2) Define CCT diagram?
A2) CCT diagram ( continuously cooling transformation)
As we learnt through TTT diagram that when we heat Steel at very high temperature until it changes its phase and become liquid and later when we cool it then we get steel of different microstructure. Microstructure depends upon the way of cooling or quenching and second condition depends upon in what conditions we cool it.
Then it is generally of two types i.e. isothermal transformation (where cooling is done at maintaining rate of temperature) and second is CCT (continuously cooling temperature).
A plot containing such modified beginning and ending reaction curves is termed as CCT diagram.
Some control may be maintained over rate of temperature change depending upon cooling environment.
For the continuous cooling of a steel alloy, there exists a critical quenching rate, which represents minimum rate of quenching that will produce a totally martensitic structure.
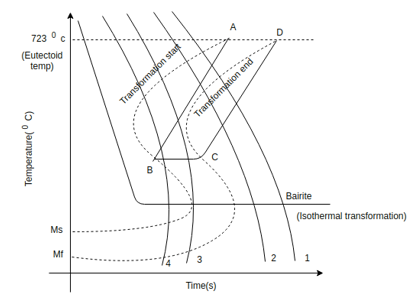
1) Two dotted curves represent the transformation starts and transformation finished.
2) Eutectoid temperature is 723 degree Celsius.
3) First curve represent martensite start formation i.e.  (as shown in diagram) and second curve represents
(as shown in diagram) and second curve represents  (as shown in diagram) i.e. martensite formation finish.
(as shown in diagram) i.e. martensite formation finish.
4) As shown in TTT diagram Bainite formation is done in constant temperature and this transformation is called isothermal transformation.
5) But in case of CCT it is not possible because here we do not maintain temperature due to which transformation starts somewhat late as compared TTT by which start and finish time get delayed.
6) Here, we will do the direct cooling without maintaining temperature, a curve ABCD shows continuous cooling. Dark lines represent direct cooling on diagram.
7) But the nose of CCT diagrams comes somewhat downward as compared to TTT below the nose or below critical temperature transformation still in process but in CCT no transformation is possible below nose or below critical temperature.
8) Generally, we will get martensite and pearlite in CCT. if we will do rapidly cooling then we will get martensite and in other case we will get course medium of fine pearlite.
9) It also depends upon the quenching medium. In martensite structure cooling rate will be less as compared to Pearlite structure.
10) Curves 4, 3, 2, 1 represents different structure as a result of continuous cooling.
Q3) What are the methods to reduce retained austentite?
A3) The effect of retained Austenite on the impact fatigue strength of Steel depends on the acting stresses. At a high stress level when machine parts have a short service life, retained Austenite increases the impact fatigue resistance but decreases it at low stresses.
Methods to reduce retained Austenite are as follows:-
1) Tempering:- Since Austenite is a a metastable phase, its tendency is to transform to martensite even if it is left alone. It may takes months also to become martensite. Tempering done after hardening.
2) Cold treatment:- Holding the parts having high level of retained Austenite at sub zero temperature (below 0°C) helps to hasten transformation of retained Austenite to martensite.
Q4) Describe various types of heat treatment processes?
A4) Heat treatment process:-
1) Hardening- Hardness is usually followed by tempering to minimize brittleness. Steel hardening is carried out by heating to temperature above critical temperature.
Done quenching in water, oil.
Final microstructure is martensite.
2) Tempering:- After hardening tempering is done.as we get hard and brittle structure while hardening so after secondary heating of martensite is done to get desired ductility, hardness and strength. In tempering ductility increases with slight loss in hardness and steel.
3) Annealing:- Annealing involves heating the material to predetermined temperature and hold the material at the temperature and cool at room temperature i.e. slowly. It helps to relieve internal stresses, improve ductility and toughness, refrain grain size, enhance machinability.
4) Normalizing:- Heated beyond upper critical temperature and cooled in still air. Soap rate of cooling gets increased. Get more hard and structure than annealing.
5) Austempering:- Heating above critical temperature to make it austentic. Then it is quenched at critical rate in to Salt but held at Bainite range (200-420°C). Austenite is completely transformed into Bainite then cooled at room temperature.
6) Martempering:- Heated above critical range to make it into Austenite and then quenched into salt bath and maintaining temperature for long time during transformation so that there is least internal stresses and distortion. They are cooled in air to room temperature.
7) Sub-zero Treatment:-Sub-zero treatment are treatments in which components are cooled below room temperature. There can be many reasons, but the main reason is to remove retained austentite from quenched components, to increase the wear resistance or to stabilise the component. It is carried out in order to complete the transformation of retained austentite to martensite after hardening and before tempering. It is usually applied to high carbon, high alloy steel but is more widely applied by aerospace companies.
8) Hardenability:- The hardenability of a metal alloy is the depth to which a material is hardened after putting it through a heat treatment process. It should not be confused hardness which is a measure of samples resistance to indentation or scratching.It is an important property of welding since it is inversely proportional to weldability that is the ease of welding a material. Hardenability is a term that is used to describe a given steels ability to harden it doesn't mean what hardness can be achieved. Hardness is dependent mostly on a ferrous material’s carbon content. The major factor which affects hardenability and the rate of austentite transformation are carbon content, grain size and alloying element.
Q5) Explain annealing and its different types?
A5) Annealing:- Annealing involves heating the material to predetermined temperature and hold the material at the temperature and cool at room temperature i.e. slowly. It helps to relieve internal stresses, improve ductility and toughness, refrain grain size, enhance machinability.
Different types of annealing processes:-
a) Full annealing- In full annealing steel is heated above upper critical temperature i.e. 723°C. Heating will be done nearly at 800°C i.e. 50-70°C above the critical temperature depending upon the carbon percentage.
After heating we will cool at very slowly then it will become ductile in case of hypoeutectoid Steel and in hypereutectoid we will get cementite + pearlite.
After full annealing machinability increases and becomes more ductile.
b) Process annealing:- Done at 550-650°C done below lower critical temperature.
In hypoeutectoid steel (where carbon percentage is less than 0.8%) and hypereutectoid steel (carbon percentage more than 0.8%) in both cases heating done below lower critical temperature. It is done to improve refrain grain size and improves ductility.
c) Spherodise annealing:- It is done on the metals which are very hard to machine. It is done at lower critical temperature i.e. 723-770°C. Here we heat steel and then do slowly cooling by which carbide forms sphere structure. It is mainly done to enhance machinability which are very hard to do machining.
d) Isothermal annealing:- It is very much similar to full annealing process. but the major difference in it is that in case of full annealing hypoeutectoid and hypereutectoid can be done but isothermal annealing is done only add hypoeutectoid Steel.
Heating is done above 723 degree Celsius. it is done to reduce annealing time and to produce homogeneous structure in the material and also to improve machinability.
e) Stress relieving annealing:- As name suggest, this process is done to relieve internal stresses. No microstructural changes occurred during the process.
It is done at lower critical temperature followed by a uniform cooling.
Q6) What are the different types of case hardening processes?
A6) Case hardening (surface hardening):-
(A)Carburising- Heated beyond critical temperature in sealed container having atmosphere of carbon. As a result carbon diffuses into surface layer. During processing carbon is diffused into surface of the parts at elevated temperatures. Hardening occurs to this carburized case by quenching in oil from above the transformation range resulting in a hard surface for wear resistance and a soft core for ductility. Carburizing benefits are hard and high wear resistance surface, deep case depth potential, improves durability, 55+HRC.
(B)Nitriding- Here nitrogen (ammonia) is used in place of carbon atmosphere. Nitriding heats the steel part to 482- 621°C in an atmosphere of ammonia gas and dissociated ammonia. The hardness is achieved by the formation of nitrides. The advantage of this process is that it causes little distortion so the part can be case hardened, tempered and machined. No quenching is done after nitriding
(C)Cyaniding- Sodium cyanide atmosphere is used where both carbon and nitrogen diffuse into surface. Cyaniding is a case hardening process that is fast and efficient, it is mainly used on low carbon steels. The part is heated 871-954°C in abath of sodium cyanide and the is quenched and rinsed, in water or oil, to remove any residual cyanide.
Reactions are as follows:
2NaCN+O2→2NaCNO
2NaCNO+O2→NaCO3+CO+N2
2Co →Co2+C
This process produces a thin hard shell(between 0.25-0.75mm,0.01 and 0.03inches) that is harder than the one produced by carburizing and can be completed in 20 to 30 minutes compared to several hours so the parts have less opportunity to become distorted. It is typically used on small parts such as bolts , nuts, screw and small gears.The major drawback of cyaniding is that cyanide salts are poisonous..
(D)Flame hardening- Oxyacetylene flame is moved over the specimen followed by quenching spray.Flame hardening is a common surface hardening method. Metal surfaces such as steel are heated with a high temperature flame and then quenched.The result of flame hardening is a hard surface that is more resistant against wear and corrosion. It is used on parts such as crane wheels, cable sheaves, and rollers. The surface to be hardened are heated with an array of torch heads that produce a high temperature intense flame for rapid heating of the art surface. Parts are then quenched into a water based polymer quench.Typical surface hardness range is 55-60 HRC in medium carbon steels.
(E)Induction hardening- Heating is done by placing in high frequency magnetic field. Induction hardening involves using induced electrical currents to very rapidly generate heat via hysteresis, usually in a workpiece made from medium to high carbon steel.Both induction and flame hardening use quenching after heating, followed by tempering or stress relieving.
(F)Carbonitriding:-It is an austentic case hardening process similar to carburising, with the addition of nitrogen, used to increase wear resistance and surface hardness through the creation of hardened surface layer. Austentic carbonitriding is succesfully applied on components where great resistance to wear is required. Typical application includes gears and shafts,pistons,rollers and bearing. Primarily it is done to improve wear resistance and fatigue strength of plain carbon steel.
Q7) What is the difference In between hardness and hardenability?
A7)Hardenability:- The hardenability of a metal alloy is the depth to which a material is hardened after putting it through a heat treatment process. It should not be confused hardness which is a measure of samples resistance to indentation or scratching. It is an important property of welding since it is inversely proportional to weldability that is the ease of welding a material. Hardenability is a term that is used to describe a given steels ability to harden it doesn't mean what hardness can be achieved. Hardness is dependent mostly on a ferrous material’s carbon content. The major factor which affects hardenability and the rate of austentite transformation are carbon content, grain size and alloying element.
Hardening- Hardness is usually followed by tempering to minimize brittleness. Steel hardening is carried out by heating to temperature above critical temperature.
Done quenching in water, oil.
Final microstructure is martensite.
So hardness is material property that sifgnifies an alloys resistance to penetration whereas hardenability signifies how deep the alloy can be hardened upon quenching after exposure to heat treatment.
Q8) Explain sub zero treatment process?
A8) Sub zero Treatment:-Sub zero treatment are treatments in which components are cooled below room temperature. There can be many reasons , but the main reason is to remove retained austentite from quenched components, to increase the wear resistance or to stabilise the component. It is carried out in order to complete the transformation of retained austentite to martensite after hardening and before tempering. It is usually applied to high carbon, high alloy steel but is more widely applied by aerospace companies.
Q9. How isothermal annealing is different from full annealing?
A9) Isothermal annealing:- It is very much similar to full annealing process. but the major difference in it is that in case of full annealing hypoeutectoid and hypereutectoid can be done but isothermal annealing is done only add hypoeutectoid Steel.
Heating is done above 723 degree Celsius. it is done to reduce annealing time and to produce homogeneous structure in the material and also to improve machinability.
Full annealing- In full annealing steel is heated above upper critical temperature i.e. 723°C. Heating will be done nearly at 800°C i.e. 50-70°C above the critical temperature depending upon the carbon percentage.
After heating we will cool at very slowly then it will become ductile in case of hypoeutectoid Steel and in hypereutectoid we will get cementite + pearlite.
After full annealing machinability increases and becomes more ductile.
Q10) Define carbonitriding and its application?
A10) Carbonitriding:-It is an austentic case hardening process similar to carburising, with the addition of nitrogen, used to increase wear resistance and surface hardness through the creation of hardened surface layer. Austentic carbonitriding is successfully applied on components where great resistance to wear is required. Typical application includes gears and shafts, pistons, rollers and bearing. Primarily it is done to improve wear resistance and fatigue strength of plain carbon steel.




