Unit - 5
Processing of Polymers
Q1) What is Thermoplastic
A1) Thermoplastic
A thermoplastic, or thermo softening plastic, is a plastic polymer material that becomes pliable or moldable at a certain elevated temperature and solidifies upon cooling.
Most thermoplastics have a high molecular weight. The polymer chains associate by intermolecular forces, which weaken rapidly with increased temperature, yielding a viscous liquid. In this state, thermoplastics may be reshaped and are typically used to produce parts by various polymer processing techniques such as injection molding, compression molding, calendaring, and extrusion.
Thermoplastics differ from thermosetting polymers (or "thermosets"), which form irreversible chemical bonds during the curing process. Thermo sets do not melt when heated, but typically decompose and do not reform upon cooling.
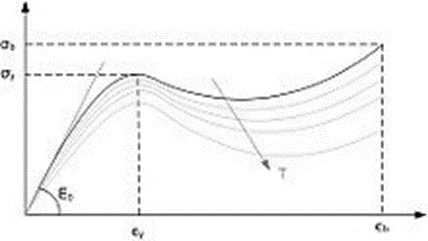
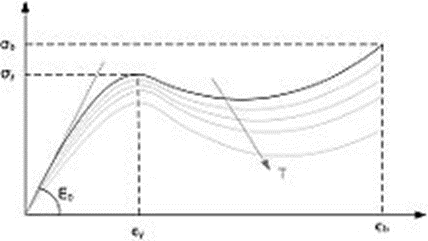
Stress-strain graph of a thermoplastic material
Above its glass transition temperature and below its melting point, the physical properties of a thermoplastic change drastically without an associated phase change. Some thermoplastics do not fully crystallize below the glass transition temperature, retaining some or all of their amorphous characteristics.
Amorphous and semi-amorphous plastics are used when high optical clarity is necessary, as light is scattered strongly by crystallites larger than its wavelength. Amorphous and semi-amorphous plastics are less resistant to chemical attack and environmental stress cracking because they lack a crystalline structure.
Brittleness can be decreased with the addition of plasticizers, which increases the mobility of amorphous chain segments to effectively lower the glass transition temperature. Modification of the polymer through copolymerization or through the addition of non-reactive side chains to monomers before polymerization can also lower it. Before these techniques were employed, plastic automobile parts would often crack when exposed to cold temperatures. These are linear or slightly branched long chain molecules capable of repeatedly softening on heating and hardening on cooling.
Q2) What is Thermosetting?
A2) Thermosetting
When the long-chain molecules in a polymer are cross-linked in a three-dimensional arrangement, the structure in effect becomes one giant molecule with strong covalent bonds. These polymers are called thermosetting polymers or thermosets, because (during polymerization) the network is completed and the shape of the part is permanently set.
This curing (cross-linking) reaction, unlike that of thermoplastics, is irreversible. The response of a thermosetting plastic to a sufficiently elevated temperature can be likened to what happens in the baking of a cake or in the boiling of an egg: Once the cake is baked and cooled, or the egg boiled and cooled, reheating it will not change its shape. Some thermosets (such as epoxy, polyester, and urethane) cure at room temperature, because the heat produced by the exothermic reaction is sufficient to cure the plastic.
The polymerization process for thermosets generally takes place in two stages. The first occurs at the chemical plant, where the molecules are partially polymerized into linear chains. The second stage occurs during the final step of part production, where cross-linking is completed under heat and pressure during the molding and shaping of the part. Thermosetting polymers do not have a sharply defined glass-transition temperature. Because of the nature of the bonds, the strength and hardness of a thermoset (unlike those of thermoplastics) are not affected by temperature or by rate of deformation. If the temperature is increased sufficiently, the thermosetting polymer instead begins to burn up, degrade, and char.
Thermosets generally possess better mechanical, thermal, and chemical properties; electrical resistance; and dimensional stability than do thermoplastics. A typical and common thermoset is phenolic, which is a product of the reaction between phenol and formaldehyde.
Common products made from this polymer are the handles and knobs on cooking pots and pans and components of light switches and outlets.
Q3) Explain the processing of polymers.
A3) Processing of polymers
There are many processes for plastics. Selection of a process depends on many factors including: - Quantity and production rate - Dimensional accuracy and surface finish - Form and detail of the product - Nature of material - Size of final product in general, plastics processes have three phases:
1. Heating - To soften or melt the plastic
2. Shaping / Forming - Under constraint of some kind
3. Cooling - So that it retains its shape
Thermoplastics start as regular pellets or granules and can be remelted. Thermosetting materials start as liquids/syrups, often called "resins", as powders or partially cured products ("preforms") which need heat for the shaping phase.
The shaping is accompanied by a chemical reaction, which means that the material does not soften on reheating. The reaction may be exothermic (giving heat out), in which case cooling is required
Q4) Explain Thermoforming.
A4) Thermoforming is a process for forming thermoplastic sheets or films over a mold through the application of heat and pressure. In this process, a sheet is (a) clamped and heated to the sag point. usually by radiant heating, and (b) forced against the mold surfaces through the application of a vacuum or air pressure.
The sheets used in thermoforming are available as a coiled strip or as lengths and widths of various sizes. They also are available filled with various materials for making parts with specific applications. The mold is generally at room temperature; thus, the shape produced becomes set upon contact with the mold. Because of the low strength of the materials formed, the pressure difference caused by a vacuum usually is sufficient for forming.
However, thicker and more complex parts require air pressure, which may range from about 100 to 2000 kPa, depending on the type of material and thickness of the sheet. Mechanical means, such as the use of plugs, also may be employed to help form the parts. Variations of the basic thermoforming process are shown in Fig. 19.16. Process Capabilities.
Typical parts made by thermoforming are packaging, trays for cookies and candy, advertising signs, refrigerator liners, appliance housings, and panels for shower stalls. Parts with openings or holes cannot be formed by this process because the pressure difference cannot be maintained during forming.
Because thermoforming is a combination of drawing and stretching operations (much like in some sheet-metal forming), the material must exhibit high, uniform elongation; otherwise, it will neck and tear. Thermoplastics have high capacities for uniform elongation by virtue of their high strain-rate sensitivity exponent, m.
Molds for thermoforming usually are made of aluminum because high strength is not required; hence, tooling is relatively inexpensive. Thermoforming molds have small through-holes in order to aid vacuum forming. These holes typically are less than 0.5 mm in diameter; otherwise, they would leave marks on the parts formed. Defects encountered in thermoforming include (a) tearing of the sheet during forming, (bl no uniform wall thickness, (c) improperly filled molds, (d) poor part definition, and (e) lack of surface details.
Q5) What is Extrusion
A5) Extrusion
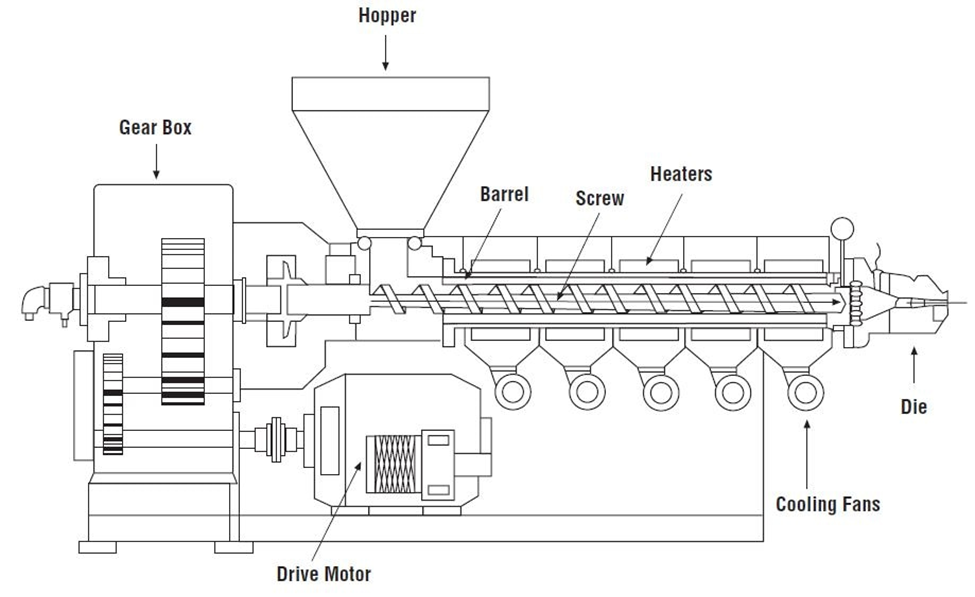
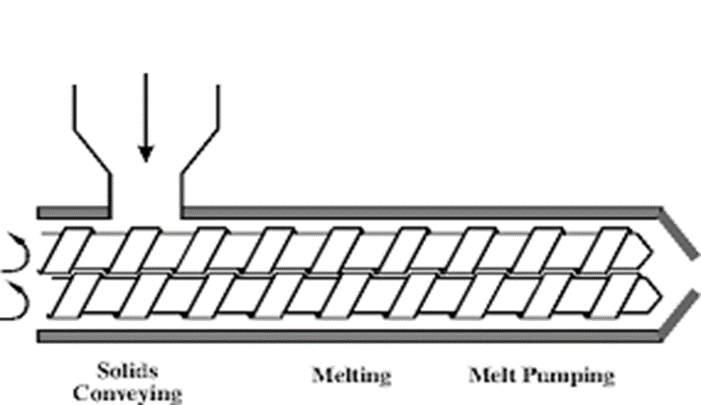
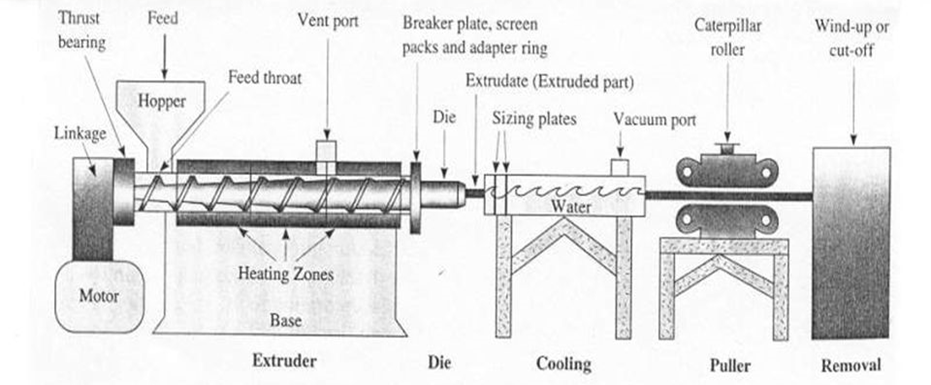
In extrusion, which produces the largest volume of plastics, raw materials in the form of thermoplastic pellets, granules, or powder are placed into a hopper and fed into the barrel of a screw extruder. The barrel is equipped with a helical screw that blends the pellets and conveys them down the barrel towards the die. The barrel heaters and the internal friction from the mechanical action of the screw heat the pellets and liquifies them. The screw action also builds up pressure in the barrel. Screws have three distinct sections: I. Feed section: Conveys the material from the hopper into the central region of the barrel. 2. Melt section (also called compression or transition section): Where the heat generated by the viscous shearing of the plastic pellets and by the external heaters causes melting to begin. 3. Metering or pumping section: Where additional shearing (at a high rate) and melting occur, with pressure building up at the die.

The lengths of these individual sections can be changed to accommodate the melting characteristics of different types of plastics. The molten plastic is forced through a die in a process similar to that of extruding metals. A metal-wire filter screen. usually is placed just before the die to filter out unmelted or congealed resin. This screen also helps build up back pressure in the barrel and is replaced periodically. Between the screen and the die is a breaker plate, which has several small holes in it and helps improve mixing of the polymer prior to it entering the die. The extruded product is then cooled, generally by exposing it to blowing air or by passing it through a water-filled channel (trough). Controlling the rate and uniformity of cooling is important to minimize product shrinkage and distortion. In addition to single-screw extruders, other designs include twin.
A typical helical screw i and indicates the important parameters that affect the mechanics of polymer extrusion. At any point in time, the molten plastic is in the shape of a helical ribbon with thickness H and width W, and is conveyed towards the extruder outlet by the rotating screw flights. The shape, pitch, and flight angle of the helical screw are important parameters, as they affect the flow of the polymer through the extruder. The ratio of the barrel length, L, to its diameter, D, is also important. The L/D ratio in typical commercial extruders ranges from 5 to 30, and barrel diameters are generally in the range from 25 to 200 mm.
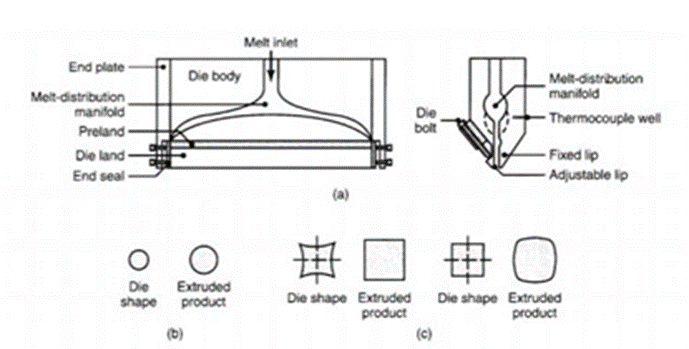
Because it has a direct bearing on the quality of the product extruded and on the design of the extruder and the die, the mechanics of this operation has been studied extensively. Several relationships have been established between the dimensions shown in Fig. the screw rotational speed, and the viscosity of the polymer to describe what are known as extruder characteristics and die characteristics. These characteristics then determine such quantities as the pressure and flow rate at any location during the operation of the extruder. (Further details are beyond the scope of this book and are available in various references cited in the bibliography at the end of this chapter.) Because there is a continuous supply of raw material from the hopper, long products (such as solid rods, sections, channels, sheet, tubing, pipe, and architectural components) can be extruded continuously. Complex shapes with constant cross section can be extruded with relatively inexpensive tooling. Some common die profiles are shown in Fig. Note that some of the profiles are not intuitive, but this is attributable to the polymer usually undergoing much greater and uneven shape recovery than is encountered in metal extrusion. Furthermore, since the polymer will swell at the exit of the die, the openings shown in Fig.19.3b are smaller than the extruded cross sections. After it has cooled, the extruded product may subsequently be drawn (sized) by a puller and coiled or cut into desired lengths. The control of processing parameters such as extruder-screw rotational speed, barrel-wall temperatures, die design, and rate of cooling and drawing speeds are important in order to ensure product integrity and uniform dimensional accuracy. Defects observed in extruding plastics are similar to those observed in metal extrusion Die shape is important, as it can induce high stresses in the product, causing it to develop surface fractures (as also occur in metals). Other surface defects are bam booing and slvarleskin effects-due to a combination of friction at the die-polymer interfaces, elastic recovery, and non-uniform deformation of the outer layers of the product with respect to its bull< during extrusion Extruders generally are rated by the diameter, D, of the barrel and the length to diameter (L/D) ratio of the barrel.
Q6) What is moulding? Explain one type of moulding.
A6) Moulding:
Plastic moulding is the process of pouring liquid plastic into a certain container or mould so that it hardens in that customized shape. These plastic moulds can then be used for a wide range of purposed. There are 5 types of plastic moulding that is considered to be the most effective and most popular.
These 5 types are extrusion moulding, compression moulding, blow moulding, injection moulding and rotational moulding. We will look at the details pertaining to each of these methods so that you can decide which one will be the most effective for you to use.
Compression molding
In compression molding, a preshaped charge of material, premeasured volume of powder, or viscous mixture of liquid-resin and filler material is placed directly into a heated mold cavity that typically is around 200°C but can be much higher. Forming is done under pressure from a plug or from the upper half of the die
thus, the process is somewhat similar to closed-die forging of metals. Pressures range from about 10 to 150 MPa. As seen in Fig, there is a flash formed, which subsequently is removed by trimming or by some other means.
Typical parts made are dishes, handles, container caps, fittings, electrical and electronic components, washing-machine agitators, and housings. Fiber-reinforced parts with chopped fibers also are formed exclusively by this process. Compression molding is used mainly with thermosetting plastics, with the original material being in a partially polymerized state.
However, thermoplastics and elastomers are also processed by compression molding. Curing times range from about 0.5 to 5 minutes, depending on the material and on part thickness and shape. The thicker the material, the longer it will take to cure.
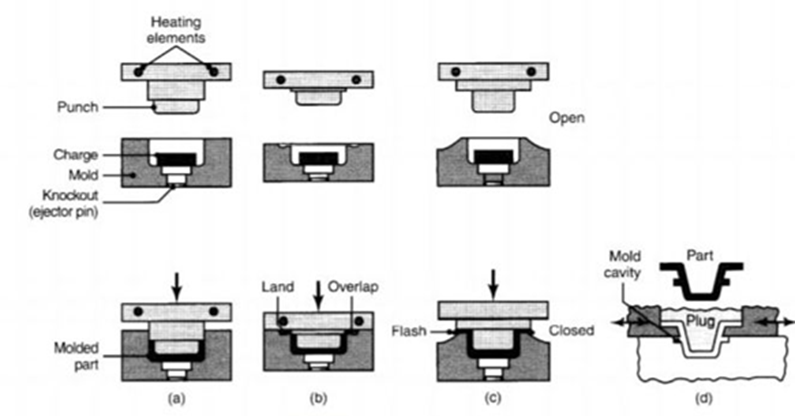
Process Capabilities. Three types of compression molds are available: ° Flash type: for shallow or flat parts ° Positive type: for high-density parts ° Semi positive type: for quality production. Undercuts in parts are not recommended; however, dies can be designed to open sideways (Fig. 19.17d) to allow removal of the molded part. In general, the complexity of parts produced is less than that from injection molding, but the dimensional control is better. Surface areas of compression-molded parts may range up to about 2.5 ml. Because of their relative simplicity, dies for compression molding generally are less costly than those used in injection molding. Process Capabilities. Three types of compression molds are available: ° Flash type: for shallow or flat parts ° Positive type: for high-density parts ° Semipositive type: for quality production. Undercuts in parts are not recommended; however, dies can be designed to open sideways (Fig. 19.17d) to allow removal of the molded part. In general, the complexity of parts produced is less than that from injection molding, but the dimensional control is better.
Surface areas of compression-molded parts may range up to about 2.5 ml. Because of their relative simplicity, dies for compression molding generally are less costly than those used in injection molding. They typically are made of tool steels and may be chrome plated or polished for an improved surface finish of the molded product.
Q7) Explain transfer moulding.
A7) Transfer Molding
Transfer molding represents a further development of compression molding. The uncured thermosetting resin is placed in a heated transfer pot or chamber after the material is heated, it is injected into heated closed molds. Depending on the type of machine used, a ram, plunger, or rotating-screw feeder forces the material to flow through the narrow channels into the mold cavity at pressures up to 300 MPa.
This viscous flow generates considerable heat, which raises the temperature of the material and homogenizes it. Curing takes place by cross-linking. Because the resin is in a molten state as it enters the molds, the complexity of the parts and the dimensional control approach those of injection molding.
Process Capabilities. Typical parts made by transfer molding are electrical connectors and electronic components, rubber and silicone parts, and the encapsulation of microelectronic devices. The process is suitable particularly for intricate shapes with varying wall thicknesses. The molds tend to be more expensive than those for compression molding, and some excess material is left in the channels of the mold during filling, which is later removed.

Q8) Explain Blow moulding.
A8) Blow Molding
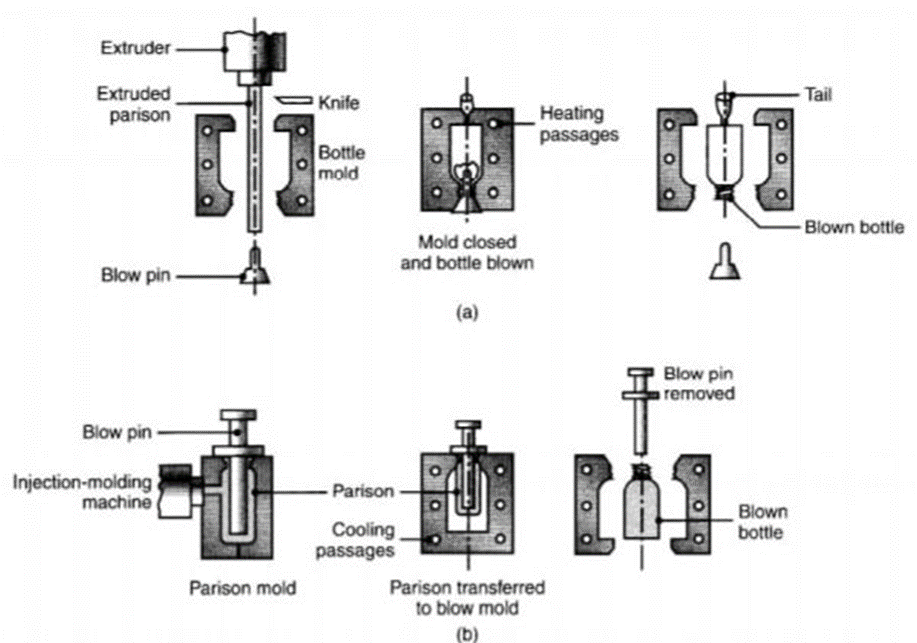
Blow molding is a modified extrusion- and injection-molding process. In extrusion blow molding, a tube or preform (usually oriented so that it is vertical) is first extruded. lt is then clamped into a mold with a cavity much larger than the tube diameter and blown outward to fill the mold cavity.
Depending on the material, the blow ratio may be as high as 7:1. Blowing usually is done with a hot air blast at a pressure ranging from 350 to 700 kPa. Drums with a volume as large as 2000 liters can be made by this process. Typical die materials are steel, aluminum, and beryllium copper. In some operations, the extrusion is continuous and the molds move with the tubing.
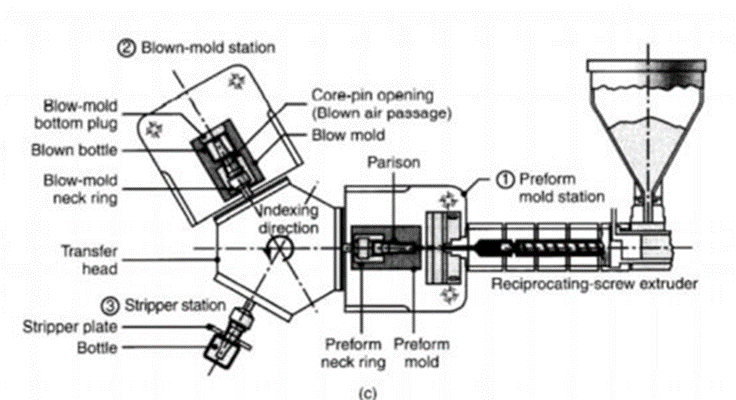
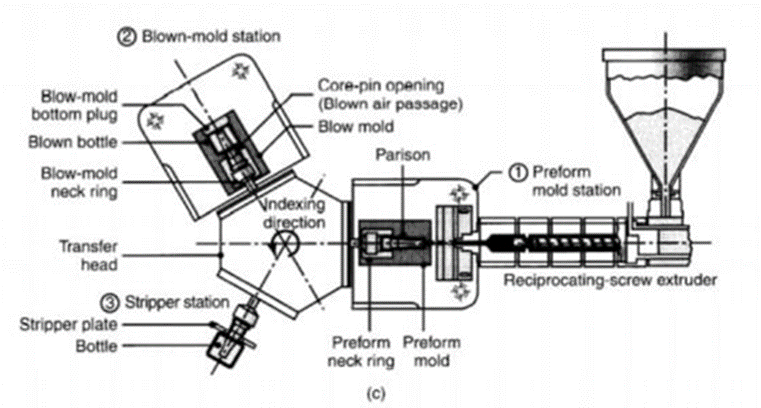
The molds close around the tubing, sealing off one end, breaking the long tube into individual sections, and moving away as air is injected into the tubular piece. The part is then cooled and ejected from the mold. Corrugated-plastic pipe and tubing are made by continuous blow molding in which the pipe or tubing is extruded horizontally and blown into moving molds. In injection blow molding, a short tubular piece (parison) is injection molded (Fig. 19.14b) into cool dies. (Parisons may be made and stored for later use.) The dies then open, and the parison is transferred to a blow-molding die by an indexing mechanism (Fig. 19.14c).
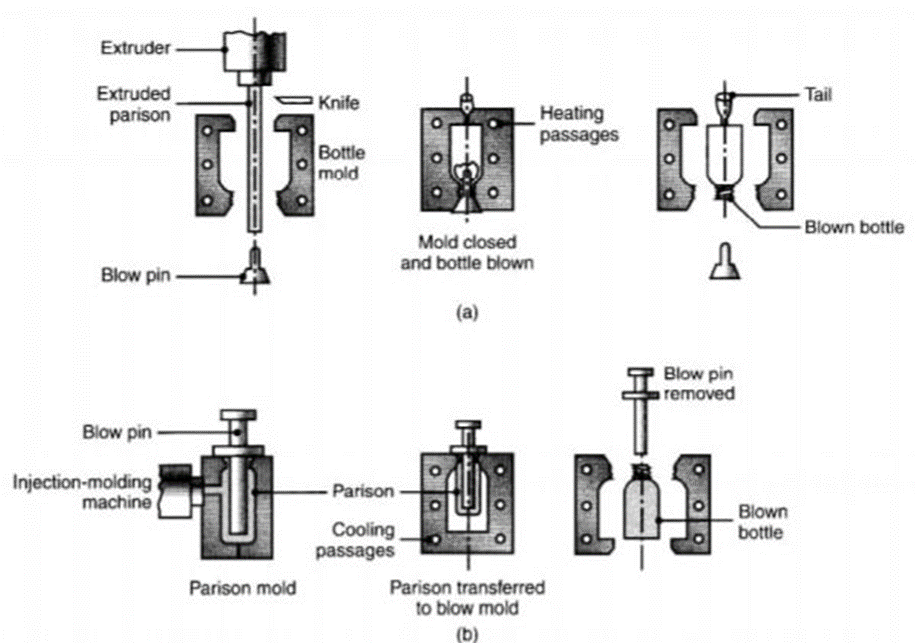
Hot air is injected into the parison, expanding it to the walls of the mold cavity. Typical products made are plastic beverage bottles (typically made of polyethylene or polyetheretherketone, PEEK) and small, hollow containers. A related process is stretch blow molding, in which the parison is expanded and elongated simultaneously, subjecting the polymer to biaxial stretching and thus enhancing its properties.
Multilayer blow molding involves the use of coextruded tubes or parisons and thus permits the production of a multilayer structure (see Fig. 19.4b). A typical ex~ ample of such a product is plastic packaging for food and beverages, having such characteristics as odor and permeation barrier, taste and aroma protection, scuff resistance, the capability of being printed, and the ability to be filled with hot fluids. Other applications of this process are for containers in the cosmetics and the pharmaceutical industries.
Q9) Explain Rotational moulding.
A9) Rotational Molding
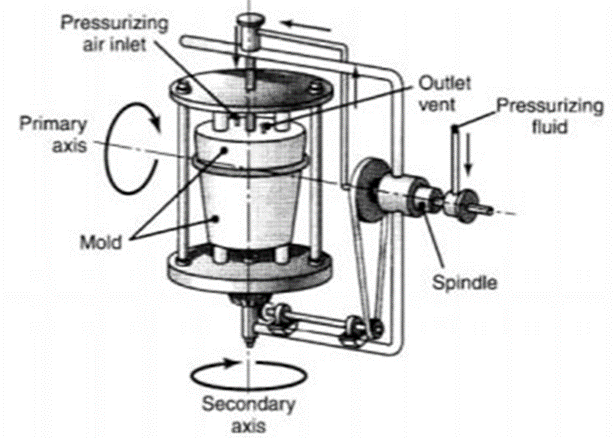
Most thermoplastics and some thermosets can be formed into large, hollow parts by rotational molding. In this process, a thin-walled metal mold is made in two pieces (split-female mold) and is designed to be rotated about two perpendicular axes each part cycle, a premeasured quantity of powdered plastic material is placed inside the warm mold. (The powder is obtained from a polymerization process that precipitates a powder from a liquid.) Then the mold is heated (usually in a large oven) and is rotated continuously about the two principal axes.
This action tumbles the powder against the mold, where the heat fuses the powder without melting it. For thermosetting parts, a chemical agent is added to the powder; cross-linking occurs after the part is formed in the mold. The machines are highly automated, with parts moved by an indexing mechanism similar to that shown in Fig.
A large variety of parts are made by rotational molding, such as storage tanks of various sizes, trash cans, boat hulls, buckets, housings, large hollow toys, carrying cases, and footballs. Various metallic or plastic inserts or components also may be molded integrally into the parts made by this process. In addition to powders, liquid polymers (plastisols) can be used in rotational molding PVC plastisol’s being the most common material. In this operation (called slush molding or slush casting), the mold is heated and rotated simultaneously.
Due to the tumbling action, the polymer is forced against the inside walls of the mold, where it melts and coats the mold walls. The part is cooled while it is still rotating and removed by opening the mold. Parts made are typically thin-walled products, such as boots and toys.
Process Capabilities. Rotational molding can produce parts with complex, hollow shapes with wall thicknesses as small a0.4 mm. Parts as large as 1.8 m >< 1.8 m >< 3.6 m with a volume as large as 80,000 liters have been produced. The outer surface finish of the part is a replica of the surface finish of the inside mold walls. Cycle times are longer than in other molding processes. Quality-control considerations usually involve accurate weight of the powder, proper rotational speed of the mold, and temperature-time relationships during the oven cycle
Q10) Explain Injection Moulding.
A10) Injection moulding
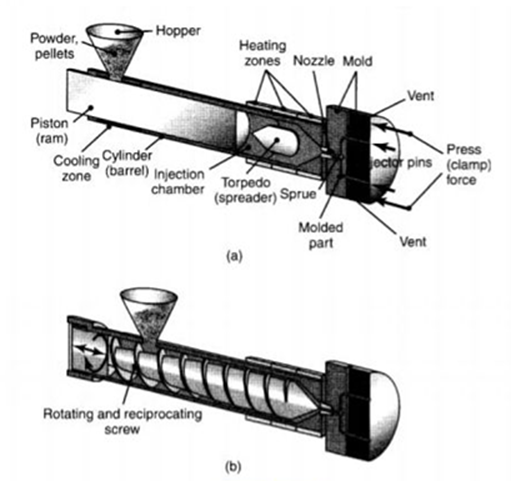
Injection molding is similar to hot-chamber die casting the pellets or granules are fed into the heated cylinder, and the melt is forced into the mold either by a hydraulic plunger or by the rotating screw system of an extruder. As in plastic extrusion, the barrel (cylinder) is heated externally to promote melting of the polymer.
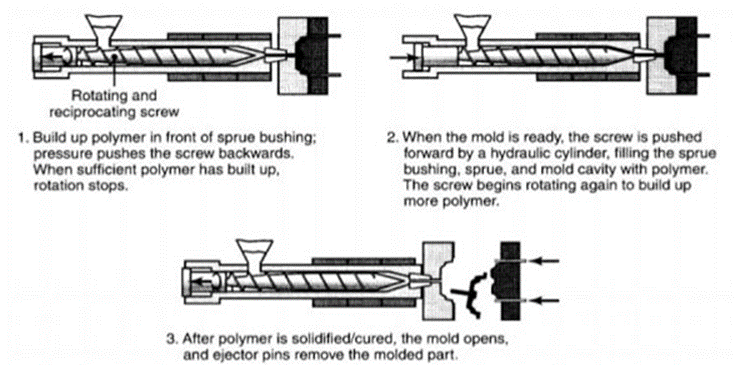
In injection-molding machines, however, a far greater portion of the heat transferred to the polymer is due to frictional heating. Modern machines are of the reciprocating or plasticating screw type with the sequence of operations shown in Fig. As the pressure builds up at the mold entrance, the rotating screw begins to move backwards under pressure to a predetermined distance. This movement controls the volume of material to be injected.
The screw then stops rotating and is pushed forward hydraulically, forcing the molten plastic into the mold cavity. The pressures developed usually range from 70 to 200 MPa. Some injection-molded products are shown in Fig. 19.9. Other products include cups, containers, housings, tool handles, knobs, toys, plumbing fixtures, telephone receivers, and electrical and communication-equipment components.
For thermoplastics, the molds are kept relatively cool at about 90°C. Thermo set parts are molded in heated molds at about 200°C, where polymerization and cross-linking take place. After the part has cooled sufficiently (for thermoplastics) or cured (for thermo sets), the molds are opened and ejectors are used to remove the part from the mold.
The molds are then closed, and the process is repeated automatically. Elastomers also are injection molded into discrete products by these processes. Because the material is molten when injected into the mold, complex shapes with good dimensional accuracy can be obtained. However, because of uneven cooling of the part in the mold, residual stresses develop.
Molds with moving and unscrewing mandrels also are used in injection molding, as they allow the molding of parts having multiple cavities or internal and external threaded features. To accommodate part design, molds may have several components (Fig. 19.10), including runners (such as those used in metal-casting.
progress has been made in the analysis and design of molds and material flow in injection molding. Modeling techniques and simulation software have been developed for studying optimum gating systems, mold filling, mold cooling, and part distortion.
Software programs now are available to expedite the design process for molding parts with good dimensions and characteristics. The programs take into account such factors as injection pressure, temperature, heat transfer, and the condition of the resin.
Q11) What are the types of extrusion of plastic. Explain one in detail.
A11) Types of extruders
Extruders are screw reactors, and extrusion is a series of processes which includes mixing, forming, puffing and drying. Single and twin-screw extruders are the two main types of extruders based on screw configuration.
1.Single screw extruder
A single screw extruder is a machine used to form a plastic product into the required shape. The machine heats the plastic raw material (e.g., PVC) to its melting point, after which it is pushed through a die that gives the material its shape
Screw extruders are divided into single screw and multiscrew extruders. The materials enter from the hopper into the feed throat are conveyed by the rotary motion of the screw. The mechanical shear from the screw and thermal heat from the barrel convert the solid polymer into melt which is then pushed out of the die.
The principal function of a single screw extruder is to build up pressure in the polymer melt so that the polymer can be extruded through the die. Most of the single screw extruders are plasticating which mean that the solid resin balls or powders melt in the screw due to the pressure.
Q12) Explain twin screw extruder.
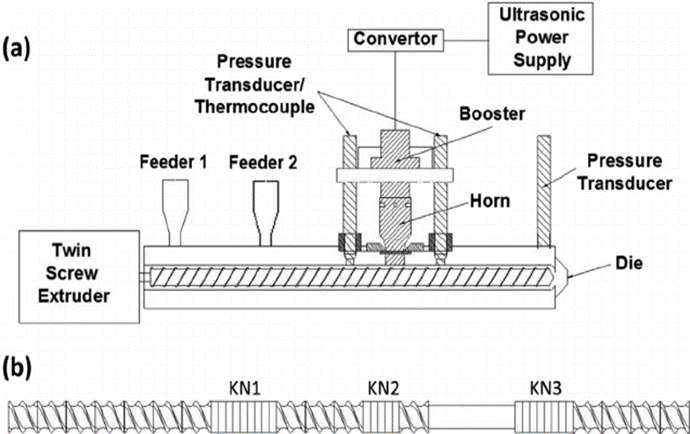
A12) Twin screw extruder
Twin screw extruder is the classic machine used for the plastic extrusion process when two or more ingredients are mixed or. compounded. The process is best suited when extruding reactive polymeric materials. Twin screw extruder is particularly useful in the production of rigid PVC and wood fiber blends.
As the screw rotates continuously, the liquid spirally presses from one sealed cavity to the other sealed cavity, and finally the pump body is extruded. Extruder heating and cooling system is to ensure the normal operation of the extruder, and maintain the extruder has a stable process temperature.
Due to a wide range of screw and barrel designs, various screw profiles and process functions can be set up according to process requirements. Hence, a twin screw extruder is able to ensure transporting, compressing, mixing, cooking, shearing, heating, cooling, pumping, shaping, etc. with high level of flexibility.
Q13) Explain Extrusion of Films.
A13) Extrusion of film
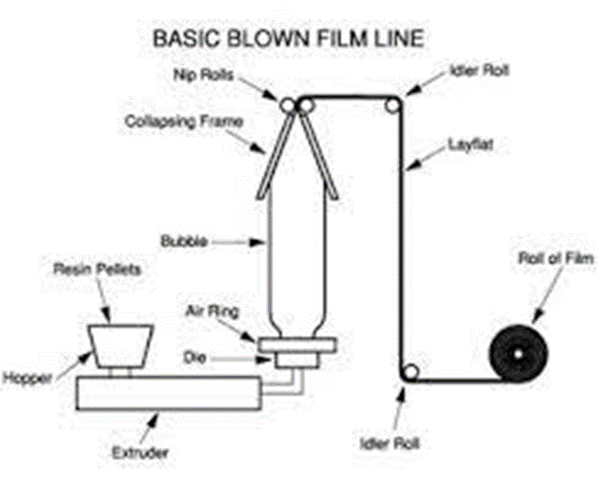
One of the most common methods of film manufacture is Blown Film (also referred to as the Tubular Film) Extrusion. The process involves extrusion of a plastic through a circular die, followed by "bubble-like" expansion.
The blown film extrusion process is illustrated in Figure. Polymers are typically conveyed to the extrusion line by a vacuum conveying system. The feed system typically contains a number of hoppers for receiving different resins and a mixing system for blending multiple resins. Modern lines typically have gravimetric systems for controlling the blending process and also for metering the resins to the extruders.
In the extrusion process, homogeneous polymer melt delivered at a constant rate from one or more extruder screws is extruded through an annular die to give a tube of controlled diameter and wall thickness. Upward vertical extrusion is almost universally used, but downward or horizontal extrusion is employed in some circumstances.
The extruded melt is air-cooled in the vicinity of the die via a cooling ring and the tube of film is inflated to a bubble of the required diameter by air introduced through the center of the die mandrel.
The film is hauled off between a pair of nip rolls so that a constant volume of inflation air is contained within the bubble formed between the nip rolls and the die.
Q14) Explain extrusion of pipe.
A14) Extrusion of pipe
A pipe extrusion line consists of a number of pieces of equipment. An extruder converts the polyethylene raw material to a continuous tubular melt by extrusion through an annular die. The molten pipe then proceeds through a sizing or calibration device (which fixes its dimensions) to a cooling trough.
The process parameters that mainly affect the extrusion process are temperature, pressure, and feed rate
Q15) Explain Extrusion of sheet.
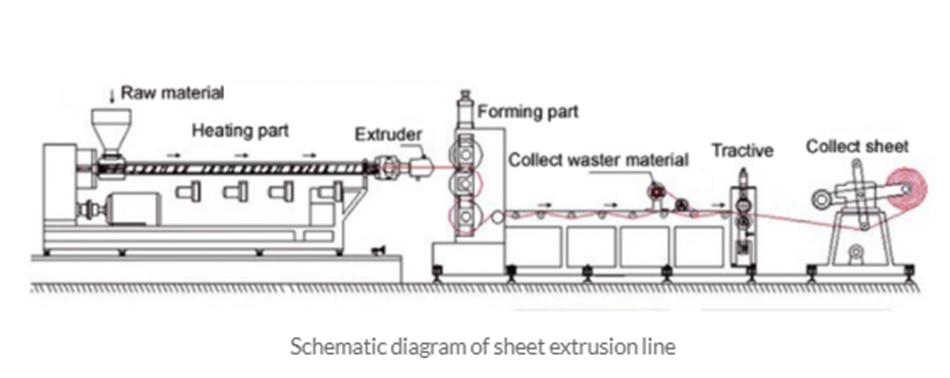
A15) Extrusion of sheet
Sheet/film extrusion is used to extrude plastic sheets or films that are too thick to be blown. There are two types of dies used: T-shaped and coat hanger. The purpose of these dies is to reorient and guide the flow of polymer melt from a single round output from the extruder to a thin, flat planar flow. In both die types ensure constant, uniform flow across the entire cross-sectional area of the die. Cooling is typically by pulling through a set of cooling rolls (calendar or "chill" rolls).
In sheet extrusion, these rolls not only deliver the necessary cooling but also determine sheet thickness and surface texture. Often co-extrusion is used to apply one or more layers on top of a base material to obtain specific properties such as UV-absorption, texture, oxygen permeation resistance, or energy reflection.
A common post-extrusion process for plastic sheet stock is thermoforming, where the sheet is heated until soft (plastic), and formed via a mold into a new shape. When vacuum is used, this is often described as vacuum forming. Orientation (i.e., ability/ available density of the sheet to be drawn to the mold which can vary in depths from 1 to 36 inches typically) is highly important and greatly affects forming cycle times for most plastics.
Q16) Explain Extrusion of wire.
A16) Extrusion of wire
Wire and Cable Extrusion is a manufacturing process used to shape molten plastic. cable sheathing in tandem with SZ stranding process, photovoltaic wire insulation and sheathing, power cable insulation and sheathing, LAN & telephone insulation and sheathing.
Wire and Cable Extrusion is the process of converting plastics raw materials into a continuous profile, providing protection against external damage and physical wear. Different processes exist according to the different compounds requested by the market.
The most commonly used process is for thermoplastic and thermosetting materials, where an internal machine (barrel) friction and external heat resistors are used to obtain a finished or semi-finished product, shaping material by forcing it through a die. Another process exists for rubber extrusion with many different vulcanization solutions engineered to heat the insulation after the die trough.

Q17) Define Pressure Forming.
A17) Pressure forming
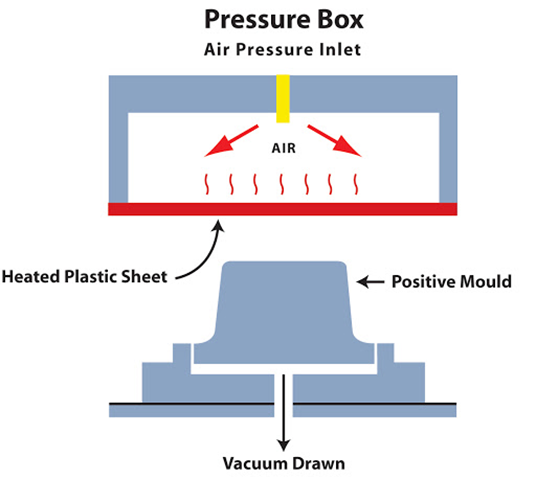
A sheet of plastic material is heated to pliability, then pressed against a 3D mold by vacuuming out the air between the sheet and the mold, and applying air pressure above the plastic sheet.
Pressure forming is a thermoforming process that heats a plastic sheet until it becomes pliable and then presses it against a mold. To achieve this pressing action, air is removed or vacuumed-out from below the plastic sheet. At the same time, air pressure is applied above the plastic sheet. Once a pressure formed part is cooled, the part retains the shape of the mold.
Like vacuum forming, plastic pressure forming can produce very large plastic parts. With pressure forming, however, part features such as complex shapes, tight tolerances, and integral vents are readily achievable. Plastic pressure forming also supports clean lines, tight corners, and other intricate details. CNC routing or robotic routing is used for parts finishing.
Q18) Define Vacuum forming.
A18) Vacuum forming
The vacuum forming process works by heating a plastic sheet, forming it into a shaped vacuum forming tool using vacuum, cooling the plastic sheet until it sets hard & then removing the part from the tool.
vacuum forming is a simplified version of thermoforming, where a sheet of plastic is heated to a forming temperature, stretched onto a single-surface mold, and forced against the mold by a vacuum. This process can be used to form plastic into permanent objects such as turnpike signs and protective covers. Normally draft angles are present in the design of the mold (a recommended minimum of 3°) to ease removal of the formed plastic part from the mold.
Relatively deep parts can be formed if the formable sheet is mechanically or pneumatically stretched prior to bringing it into contact with the mold surface and applying the vacuum.
Suitable materials for use in vacuum forming are conventionally thermoplastics. The most common and easiest to use thermoplastic is high impact polystyrene sheeting (HIPS). This is molded around a wood, structural foam or cast or machined aluminium mold, and can form to almost any shape. This high impact material is hygienic and capable of retaining heat and its shape when warm water is applied and is commonly used to package taste and odor sensitive products.
Vacuum forming is also appropriate for transparent materials such as acrylic, which are widely used in applications for aerospace such as passenger cabin window canopies for military fixed wing aircraft and compartments for rotary wing aircraft. Vacuum forming is often used in low-level technology classes for an easy way to mold.

Q19) Explain the concept of thermoplastic and thermosetting.
A19) Thermoplastics and Thermosetting
Thermoplastic
A thermoplastic, or thermo softening plastic, is a plastic polymer material that becomes pliable or moldable at a certain elevated temperature and solidifies upon cooling.
Most thermoplastics have a high molecular weight. The polymer chains associate by intermolecular forces, which weaken rapidly with increased temperature, yielding a viscous liquid. In this state, thermoplastics may be reshaped and are typically used to produce parts by various polymer processing techniques such as injection molding, compression molding, calendaring, and extrusion. Thermoplastics differ from thermosetting polymers (or "thermo sets"), which form irreversible chemical bonds during the curing process. Thermo sets do not melt when heated, but typically decompose and do not reform upon cooling.
Stress-strain graph of a thermoplastic material
Above its glass transition temperature and below its melting point, the physical properties of a thermoplastic change drastically without an associated phase change. Some thermoplastics do not fully crystallize below the glass transition temperature, retaining some or all of their amorphous characteristics.
Amorphous and semi-amorphous plastics are used when high optical clarity is necessary, as light is scattered strongly by crystallites larger than its wavelength. Amorphous and semi-amorphous plastics are less resistant to chemical attack and environmental stress cracking because they lack a crystalline structure.
Brittleness can be decreased with the addition of plasticizers, which increases the mobility of amorphous chain segments to effectively lower the glass transition temperature.
Modification of the polymer through copolymerization or through the addition of non-reactive side chains to monomers before polymerization can also lower it. Before these techniques were employed, plastic automobile parts would often crack when exposed to cold temperatures. These are linear or slightly branched long chain molecules capable of repeatedly softening on heating and hardening on cooling.
Thermosetting
When the long-chain molecules in a polymer are cross-linked in a three-dimensional arrangement, the structure in effect becomes one giant molecule with strong covalent bonds. These polymers are called thermosetting polymers or thermosets, because (during polymerization) the network is completed and the shape of the part is permanently set. This curing (cross-linking) reaction, unlike that of thermoplastics, is irreversible.
The response of a thermosetting plastic to a sufficiently elevated temperature can be likened to what happens in the baking of a cake or in the boiling of an egg: Once the cake is baked and cooled, or the egg boiled and cooled, reheating it will not change its shape. Some thermosets (such as epoxy, polyester, and urethane) cure at room temperature, because the heat produced by the exothermic reaction is sufficient to cure the plastic.
The polymerization process for thermosets generally takes place in two stages. The first occurs at the chemical plant, where the molecules are partially polymerized into linear chains. The second stage occurs during the final step of part production, where cross-linking is completed under heat and pressure during the molding and shaping of the part. Thermosetting polymers do not have a sharply defined glass-transition temperature.
Because of the nature of the bonds, the strength and hardness of a thermoset (unlike those of thermoplastics) are not affected by temperature or by rate of deformation. If the temperature is increased sufficiently, the thermosetting polymer instead begins to burn up, degrade, and char. Thermosets generally possess better mechanical, thermal, and chemical properties; electrical resistance; and dimensional stability than do thermoplastics.
A typical and common thermoset is phenolic, which is a product of the reaction between phenol and formaldehyde. Common products made from this polymer are the handles and knobs on cooking pots and pans and components of light switches and outlets.
Q20) Explain Blow moulding and rotational moulding.
A20) Blow Molding
Blow molding is a modified extrusion- and injection-molding process. In extrusion blow molding, a tube or preform (usually oriented so that it is vertical) is first extruded. lt is then clamped into a mold with a cavity much larger than the tube diameter and blown outward to fill the mold cavity.
Depending on the material, the blow ratio may be as high as 7:1. Blowing usually is done with a hot air blast at a pressure ranging from 350 to 700 kPa. Drums with a volume as large as 2000 liters can be made by this process. Typical die materials are steel, aluminum, and beryllium copper. In some operations, the extrusion is continuous and the molds move with the tubing.
The molds close around the tubing, sealing off one end, breaking the long tube into individual sections, and moving away as air is injected into the tubular piece. The part is then cooled and ejected from the mold. Corrugated-plastic pipe and tubing are made by continuous blow molding in which the pipe or tubing is extruded horizontally and blown into moving molds. In injection blow molding, a short tubular piece (parison) is injection molded (Fig. 19.14b) into cool dies. (Parisons may be made and stored for later use.) The dies then open, and the parison is transferred to a blow-molding die by an indexing mechanism (Fig. 19.14c).
Hot air is injected into the parison, expanding it to the walls of the mold cavity. Typical products made are plastic beverage bottles (typically made of polyethylene or polyetheretherketone, PEEK) and small, hollow containers. A related process is stretch blow molding, in which the parison is expanded and elongated simultaneously, subjecting the polymer to biaxial stretching and thus enhancing its properties.
Multilayer blow molding involves the use of coextruded tubes or parisons and thus permits the production of a multilayer structure (see Fig. 19.4b). A typical ex~ ample of such a product is plastic packaging for food and beverages, having such characteristics as odor and permeation barrier, taste and aroma protection, scuff resistance, the capability of being printed, and the ability to be filled with hot fluids. Other applications of this process are for containers in the cosmetics and the pharmaceutical industries.
Rotational Molding
Most thermoplastics and some thermosets can be formed into large, hollow parts by rotational molding. In this process, a thin-walled metal mold is made in two pieces (split-female mold) and is designed to be rotated about two perpendicular axes each part cycle, a premeasured quantity of powdered plastic material is placed inside the warm mold. (The powder is obtained from a polymerization process that precipitates a powder from a liquid.) Then the mold is heated (usually in a large oven) and is rotated continuously about the two principal axes.
This action tumbles the powder against the mold, where the heat fuses the powder without melting it. For thermosetting parts, a chemical agent is added to the powder; cross-linking occurs after the part is formed in the mold. The machines are highly automated, with parts moved by an indexing mechanism similar to that shown in Fig.
A large variety of parts are made by rotational molding, such as storage tanks of various sizes, trash cans, boat hulls, buckets, housings, large hollow toys, carrying cases, and footballs. Various metallic or plastic inserts or components also may be molded integrally into the parts made by this process. In addition to powders, liquid polymers (plastisols) can be used in rotational molding PVC plastisol’s being the most common material. In this operation (called slush molding or slush casting), the mold is heated and rotated simultaneously.
Due to the tumbling action, the polymer is forced against the inside walls of the mold, where it melts and coats the mold walls. The part is cooled while it is still rotating and removed by opening the mold. Parts made are typically thin-walled products, such as boots and toys.
Process Capabilities. Rotational molding can produce parts with complex, hollow shapes with wall thicknesses as small a0.4 mm. Parts as large as 1.8 m >< 1.8 m >< 3.6 m with a volume as large as 80,000 liters have been produced.
The outer surface finish of the part is a replica of the surface finish of the inside mold walls. Cycle times are longer than in other molding processes.
Quality-control considerations usually involve accurate weight of the powder, proper rotational speed of the mold, and temperature-time relationships during the oven cycle